HHO Generators for Automotive Systems
Tested and found to work well but, you can be the judge. As usual this is for educational purposes. The downloadable PDF file attached to the bottom of this post.

Here is a quick video you can watch as well as an article on the topic of HHO Generation
HHO Generators for Automotive Systems Tested
and found to work well
There are two or three main objectives for people who create automotive devi ces – increasing the mpg performance and reducing the harmful emissions are the top two priorities, while running the vehicle on water alone is the aim of a few people.
Just before getting on to explain the construction details of practical systems, let me put the running of an engine on water alone in its proper context. The internal combustion engine which you own has an efficiency less than 50%. This means that at least half of the energy available from the fuel which you use is wasted and does not produce any useful mechanical output power. In many cases, that percentage can be as high as 90%, but let’s be generous and assume that your particular engine is especially good and manages 50% efficiency.
The main way of running an engine with water as the onl y fuel, involves splitting water into hydrogen and oxygen and then burning those gases to power the engine. To be sel f-sustaining, the splitting of the water has to be done by the electrics of the vehicle and that means that the efficiency of the water splitting has to be more than 200% efficient. That just doesn’t happen with simple systems, so please forget the notion of building some device in your garage with a couple of hours work and waving goodbye to filling stations forever – it ain’t going to happen.
Just to set the record straight, it is possible to do just that, but the difficulty level is about the same as building a rocket capable of going into orbit, which is something well beyond the capabilities of most people, including me. This document does tell you how it can be done, but please understand that it calls for exceptional skills, very considerable expenditure and a great deal of patience, so for the time being, please forget about it.
What can be done quite readily and at low cost, is to construct a device which will raise the efficiency of your engine. This is done by feeding a hyd rog en/oxygen gas mix (called “hydroxy” gas) into your engine along with the air which is drawn in to make the engine run. A device of this type is called a “booster” as it boosts the fuel burn, extracting a greater percentage of the fuel’s available energy. An important side effect of this improvement in the burn quality of the fuel is the fact that unburnt fuel no longer gets pushed out of the exhaust as harmful emissions.
Another effect is that the engine has greater pulling power and runs smoother. Inside your engine, carbon deposits will have built up from previous u n-boosted running. These deposits get burnt away when you use a booster and that extends the engine life.
Some people worry about the fact that burning hydroxy gas produces water and they imagine this water causing rusting inside the engine. What they don’t realise is that the ordinary fuel used in the engine is a “hydrocarbon” which is a compound of hydrogen and carbon and that fuel actually splits up to form hydrogen which the engine burns. Actually, it is the carbon part of the hydrocarbon fuel which is the problem, producing Carbon dioxide (greenhouse gas), Carbon monoxide, and physical carbon deposits inside the engine. A normal fuel burn produces water anyway, but you don’t get rusting inside the engine as the temperature there is so high that any water is in the form of steam or vapour which dry out completely when the engine is switched off. Adding a small amount of hydroxy gas has no adverse effects at all.
This document describes three different types of booster. One is the ultra simple, very low efficiency, ‘hotsabi’ unit which probably produces about 0.4 litres of hydroxy gas per minute using 10 amps of current. One is the “Smack’s” booster which has medium efficiency and produces 1.7 litres per minute at a current of 20 amps. The third is the “7-cell isolated” generic design which has high electrical efficiency and can produce 2 litres per minute at 10 amps of current.
Howe ver, it does not follow that the greatest gains are produced by the largest gas flow rate. The ‘hotsabi’ booster gave it’s designer an mpg gain of 50%. The ‘Smack’s’ booster gives its designer a 25% mpg gain in spite of having more than three times the gas flow rate. Let me stress again that each engine is different and it depends on how inefficient the engine is to begin with, what sort of mpg improvement is likely to be produced by a booster.
Just to make sure that you understand what is involved, a booster is a simple container which holds a set of plates submerged in water which probably has an additive to make the water splitting easier. A pipe from the top of the container feeds the gas into the air filter of the vehicle, via one or two safety simple safety devices. Adding this gas causes a major improvement in the quality of the fuel burn inside the engine and cuts harmful emission to near zero.
As a consequence of this, it is pos sible to reduce the amount of fossil fuel being sent to the engine. This is not something which should be done if hydroxy gas is not being added as the engine is liable to overheat and some damage could occur. It is a completely different matter if hydroxy gas is being added. However, all recent engine designs have an Electronic Control Unit (“ECU”) which controls the amount of fuel being sent to the engine. The ECU accepts input signals from an “oxygen sensor” placed in the exhaust stream, and often a second sensor after the catalytic converter to make sure that the catalytic converter has not failed.
Unfortunately, the much improved exhaust caused by the better fuel burn caused by the hydroxy gas, causes the ECU to think that the engine fuel-air mix must be too low, and so it pumps in more fuel in an effort to compensate. Ideally, this can be dealt with by adding a circuit board whi ch adjusts the signal coming from the oxygen sensor so that it is correct for the improved fuel burn. Details of how to do this are included in this document.
So, to recap, the only practical device which you can build yourself and use to improve automotive performance is a ‘booster’. Using a booster improves the efficiency of the fuel burn inside your engine and that res ults in more power, better torque, smoother running and vastly improved exhaust emissions. If the ECU is not adjusted or its input signal not controlled, the mpg figures may actually get slightly lower due to unwanted excess fuel being pumped into the engine. If a control circuit is used to correct this ECU error, then mpg gains will be produced.
So, what mpg gains can be expected? The worst I have ever heard of was 8% which is very rare. The lowest likely gain is 20%. Typical gains are in the 25% to 35% bracket. Not particularly unusual is 35% to 60%, while gains up to 100% and over have been achieved but they are rare. A realistic expectation would be a 33% gain.
There are many enthusiast forums on the web and a large and very popular one is the well-known http://tech.groups.yahoo.com/group/watercar/ forum. One member of that forum is known as “Eletrik”. He is very experienced, and has produced a booster design which has been s hown to be particularly effective. He calls his design “The Smack’s Booster” because of his nickname. He has generously shared his design freely with anyone who wants to build one, and he will even build one for you if you want him to. His design is reproduced here as an introduction to the subject of boosters.
Smack’s Booster
The Smack’s booster is a piece of equipment which increases the mpg performance of a car or motorcycle. It does this by using some current from the vehicle’s battery to break water into a mixture of hydrogen and oxygen gasses called “hydroxy” gas which is then added to the air which is being drawn into the engine. The hydroxy gas improves the quality of the fuel b urn inside the engine, increases the engine power, cleans old carbon deposits off the inside of the engine, reduces the unwanted exhaust emissions and improves the mpg figures under all driving conditions.
This hydroxy booster is easy to make and the components don’t cost much. The technical performance of the unit is very good as it produces 1.7 litres of hydroxy gas per minute at a very reasonable current draw. The following section shows how to make and use it, and any modifications, update information and advice are available from the http://www.smacksboosters.110mb.com web site.
Caution: This is not a toy. If you make and use one of these, you do so entirely at your ow n risk. Neither the designer of the booster, the author of this document or the provider of the internet display are in any way liable should you suffer any loss or damage through your ow n actions. While it is believed to be entirely safe to make and use a booster of this design, provided that the safety instructions show n below are followed, it is stressed that the responsibility is yours and yours alone.
The Safety Gear
Before getting into the details of how to construct the booster, you must be aware of what needs to be done when using any booster of any design. Firstly, hydroxy gas is highly explosive. If it wasn’t, it would not be able to do it’s job of improving the explosions inside your engine. Hydroxy gas needs to be treated with respect and caution. It is important to make sure that it goes into the engine and nowhere else. It is also important that it gets ignited inside the engine and nowhere else.
To make these things happen, a number of common-sense steps need to be taken. Firstly, the booster must not make hydroxy gas when the engine is not running. The best way to arrange this is to switch off the current going to the booster. It is not sufficient to just have a manually-operated dashboard On/Off switch as it is almost certain that switching off will be forgotten one day. Instead, the electrical supply to the booster is routed through the ignition switch of the vehicle. That way, when the engine is turned off and the ignition key removed, it is certain that the booster is turned off as well.
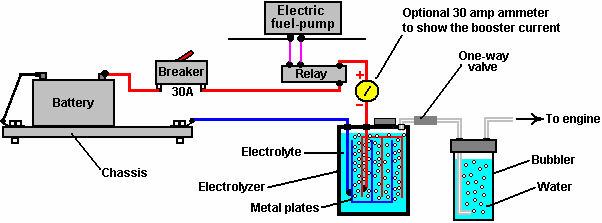
So as not to put too much current through the ignition switch, and to allow for the possibility of the ignition switch being on when the engine is not running, ins tead of wiring the booster directly to the switch, it is better to wire a standard automotive relay across the electric fuel pump and let the relay carry the booster current. The fuel pump is powered down automatically if the engine stops running, and so this will also power down the booster.
An extra safety feature is to allow for the (very unlikely) possibility of an electrical short-circuit occurring in the booster or its wiring. This is done by putting a fuse or contact-breaker between the battery and the new circuitry as shown in this sketch:
If you choose to use a conta ct-breaker, then a light-emitting diode (“LED”) with a current limiting resistor of say, 680 ohms in series with it, can be wired directly across the contacts of the circuit breaker. The LED can be mounted on the dashboard. As the contacts are normally closed, they short-circuit the LED and so no light shows. If the circuit-breaker is tri pped, then the LED will light up to show that the circuit-breaker has operated. The current through the LED is so low that the electrolyser is effectively switched off when the contact breaker opens. This is not a necessary feature, merely an optional extra:

In the first sketch, you will notice that the booster contains a number of metal plates and the current passing through the liquid inside the booster (the “electrolyte”) between these plates, causes the water to break up into the required hydroxy gas mix. A very important safety item is the “bubbler” which is just a simple container with some water in it. The bubbler has the gas coming in at the bottom and bubbling up through the water. The gas collects above the water surface and is then drawn into the engine through an outlet pipe above the water surface. To prevent water being drawn into the booster when the booster is off and cools down, a one-way valve is placed in the pipe between the booster and the bubbler.
If the engine happens to produce a backfire, then the bubbler blocks the flame from passing back through the pipe and igniting the gas being produced in the booster. A bubbler is a very simple, very cheap and very sensible thing to install. It also removes any traces of electrolyte fumes from the gas before it is drawn into the engine.
You will notice that the wires going to the plates inside the electrolyser are both connected well below the surface of the liquid. This is to avoid the possibility of a connection working loose with the vibration of the vehicle and causing a spark in the gas -filled region above the surface of the liquid, and this volume is kept as low as possible as another safety feature.
The Design
The booster is made from a length of 4-inch diameter PVC pipe, two caps, several metal plates, a couple of metal straps and some other minor bits and pieces:
This is not rocket science, and this booster can be built by anybody. A clever extra feature is the transparent plastic tube added to the side of the booster, to show the level of the liquid inside the booster without having to unscrew the cap. Another neat featu re is the very compact transparent bubbler which is actually attached to the booster and which shows the gas fl ow coming from the booster. The main PVC booster pipe length can be adjusted to suit the available space beside the engine.

Bubbler connections close up:

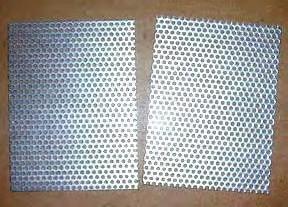
This booster uses cheap, standard electrical stainl ess steel wall switch covers from the local hardware store and stainless steel straps cut from the handles of a wide range of food-preparation cutlery.

The electrical cover plates are clamped together in an array of eight closely-spaced pairs of covers. These are suspended inside a container made from 4-inch (100 mm) diameter PVC or ABS pipe. The pipe is converted to a container by using PVC glue to attach an end -cap on one end and a screw-cap fitting on the other. The container then has the gas-supply pipe fitting attached to the cap, which is drilled with two holes to allow the connecting straps for the plate array to be bolted to the cap, as shown here:
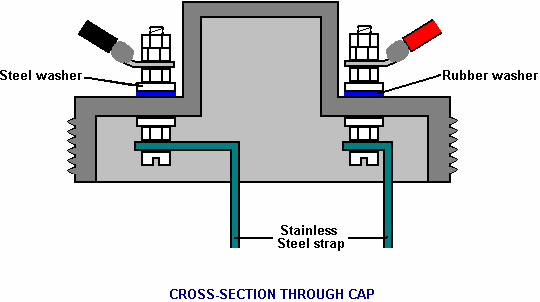

In order to ensure that the stainless steel straps are tightly connected to the electric wiring, the cap bolts are both located on the robust, horizontal surface of the cap, and clamped securely both inside and out. A rubber washer or rubber gasket is used to enhance the seal on the outside of the cap. If available, a steel washer with integral rubber facing can be used.

As the stainless steel strap which connects the booster plates to the negative side of the electrical supply connects to the central section of the pla te array, it is necessary to kink it inwards. The angle used for this is in no way important, but the strap should be perfectly vertical when it reaches the plates as shown here:
The picture above shows clearly the wall plates being used and how the bubbler is attached to the body of the booster with super -glue. It also shows the various pipe connections. The stainless steel switch-cover plates are
2.75 inch x 4.5 inch (70 mm x 115 mm) in size and their existing mounting holes are drilled out to 5/16 inch (8 mm) diameter in order to take the plastic bolts used to h old the plates together to make an array. After a year of continuous use, these plates are still shiny and not corroded in any way.
Two stainless steel straps are used to attach the plate array to the screw cap of the booster. These straps are taken from the handles of cooking utensils and they connect to three of the plates. An extra outside strap runs across the bottom of the plate array, clear of the plates, and connects to both outside plates as can be seen in both the above photographs and the diagram below.
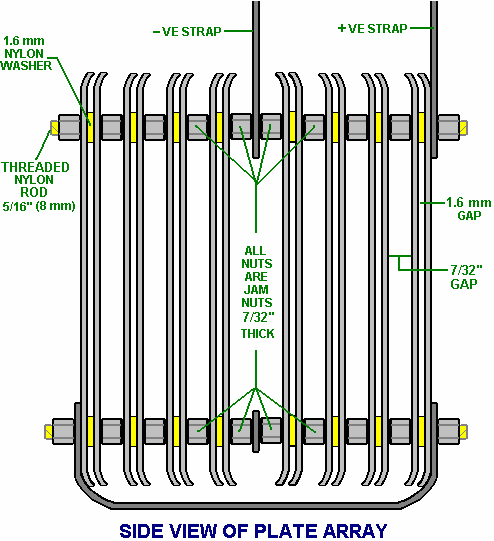
The plates are held in position by two plastic bolts whi ch run through the original mounting holes in the plates. The arrangement is to have a small 1.6 mm gap between each of eight pairs of plates. These gaps are produced by putting plastic washers on the plastic bolts between each pair of plates.
The most important spacing here is the 1.6 mm gap between the plates as this spacing has been found to be very effective in the electrolysis process. The way that the battery is connected is unusual in that it leaves most of the plates apparently unconnected. These plate pairs are called “floaters” and they do produce gas in spite of looking as if they are not electrically connected.
Stainless steel nuts are used between each pair of plates and these form an electrical connection between adjacent plates. The plate array made in this way is cheap, easy to construct and both compact and robus t. The electrical straps are bolted to the screw cap at the top of the unit and this both positions the plate array securely and provides electrical connection bolts on the outside of the cap while maintaining an airtight seal for the holes in the cap.
The plates are held in a vise when being drilled:

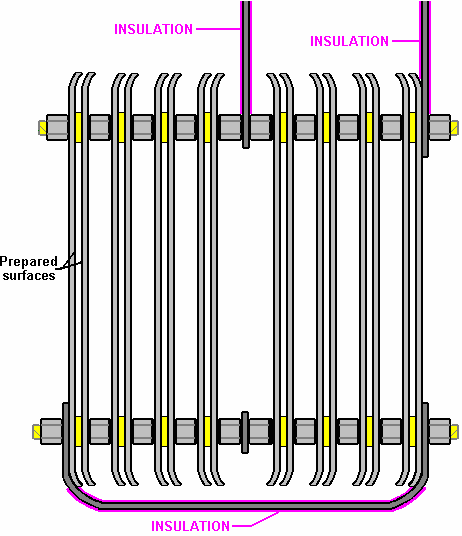
The active surfaces of the plates - that is, the surfaces which are 1.6 mm apart from each other, need to be prepared carefully. To do this, these surfaces are scored in an X-pattern using 3 6-grade coarse sandpaper. Doing this creates miniature sharp-crested bumps covering the entire surface of each of these plates. This type of surface helps the hydroxy bubbles break away from the surface as soon as they are formed. It also increases the effective surface area of the plate by about 40%.

Shown above are typical hand tools used to create the indentations on the plates. The active plate surfaces – that is, the surfaces which are 1.6 mm apart – are indented as well as being sanded.
I know that it may seem a little fussy, but it has been found that fingerprints on the plates of any electrolyzer seriously hinder the gas production because they reduce the working area of the plate quite substantially. It is important then, to either avoid all fingerprints (by wearing clean rubber gloves) or finish the plates by cleaning all grease and dirt off the working surfaces with a good solvent, which is w ashed off afterwards with distilled water. Wearing clean rubber gloves is by far the better option as cleaning chemicals are not a good thing to be applying to these important surfaces.
Another very practical point is that the stainless steel straps running from the screw cap to the plate array, need to be insulated so that current does not leak directly between them through the electrolyte. The same applies to the strap which runs underneath the plates. This insulating is best done with shrink-wrap. Alternatively, good quality tool dip (McMaster Carr part number 9560t71) is an effective method, but if neither of these methods can be used, then the insulating can be done by wrapping the straps in electrical insulating tape. Using that method, the tape is wrapped tightly around the straps, being stretched slightly as it is wrapped. The strap running underneath the covers is insulated before the array is assembled.
The PVC housing for the booster has two small-diameter angle pipe fittings attached to it and a piece of clear plastic tubing placed between them so that the level of the electrolyte can be checked without removing the screw cap. The white tube on the other side of the booster is a compact bubbler which is glued di rectly to the body of the booster using super -glue in order to produce a single combined booster/bubbler unit. The bubbler arrangement is shown here, spread out before gluing in place as this makes the method of connection easier to see.
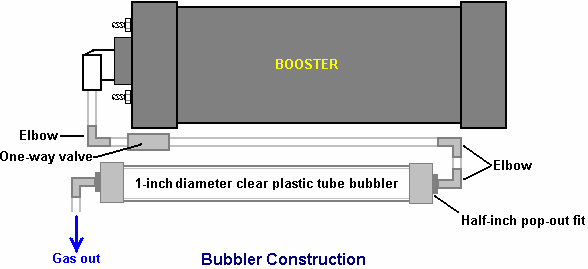
The elbows at the ends of the one-inch diameter bubbler tube have their threads coated with silicone before being pushed into place. This allows both of them to act as pressure-relief pop -out fittings in the unlikely event of the gas being i gnited. This is an added safety feature of the design. However, it should be realised that the very high ignition rate of hydroxy gas creates a shock -wave whi ch moves so fast that no pop-off fitting will ever be fast enough to rob it of its power.
This booster is operated with a solution of Potassium Hydroxide also called KOH or Caustic Potash which can be bought from Summer Bee Meadow at http://www.summerbeemeadow.com/ via their “Soapmaking Supplies” button. To get the right amount in the booster, I fill the booster to its normal liquid level with distilled water and add the Hydroxide a little at a time, until the current through the booster is about 4 amps below the chosen working current of 20 amps. This allows for the unit heating up when it is working and drawing more current because the electrolyte is hot. The amount of KOH is typically 2 teaspoonfulls. It is very important to use distilled water as tap water has impurities in it which make a mess which will clog up the booster. Also, be very careful handling potassium hydroxide as it is highly caustic. If any gets on you, wash it off immediately with large amounts of water, and if necessary, use some vinegar which is acidic and will offs et the caustic splashes.
The completed booster usually looks like this:

But, it can be built using different materials to give it a cool look:

And attached to a cool bike:

The final important thing is how the booster gets connected to the engine. The normal mounting for the booster is close to the carb or throttle body so that a short length of piping can be used to connect the booster to the intake
of the engine. The connection can be to the air box whi ch houses the filter, or into the intake tube. The closer to the butterfly valve the better, because for safety reasons, we want to reduce the volume of hydroxy gas hanging around in the intake system. You can drill and tap a 1/4" (6 mm) NPT fitting into the plastic inlet tubing with a barbed end for connecting the 1/4" (6 mm) hose.
The shorter the run of tubing to the air ductwork of the engine, the better. Again, for safety reasons, we want to limit the amount of unprotected hydroxy gas. If a long run of 3 feet (1 metre) or more must be used due to space constraints, then it would be a good idea to add another bubbler at the end of the tube, for additional protection. If you do this, then it is better to use a larger diameter outlet hose, say 3/8" or 5/16” (10 mm or 12 mm).
If you don’t have the necessary tools or workspace, then you can buy one ready-made. You can see the details on the web site http://www .smacksboosters.110mb.com
Powering your Booster
Use wire and electrical hardware capable of handling 20 amps DC, no less. Overkill is OK in this situation, so I recommend using components that can handle 30 amps. Run your power through your ignition circuit, so that it only runs when the vehicle is on. A 30 amp relay shou ld be used to prevent damaging the ignition circuit which may not be designed for an extra 20 amp draw. Make sure to use a properly rated fuse, 30 amps is ideal. You can use a toggle switch if you like for further control. As an added safety feature, some like to run an oil pressure switch to the relay as well, so the unit operates only when the engine is actually running. It is very important that all electrical connections be solid and secure. Soldering is better than crimping. An y loose connections will cause heat and possibly a fire, so it is up to you to make sure those connections are of high quality. They must be clean and tight, and should be checked from time to time as you operate the unit just to be sure the system is secure.
Adjusting the Electrolyte
Fill your booster with distilled water and NaOH (sodium hydroxide) or KOH (potassium hydroxide) only. No tap water, salt water or rainwater! No table salt or baking soda! These materials will permanently damage the booster!
First, fill the booster with distilled water about 2" from the top. Add a teaspoon of KOH or NaOH to the water and then slide the top into place. Do not tighten it for now, but leave the top loose and res ting in place. Connect your 12V power supply to the leads and monitor the current draw of the unit. You want 16 amps flowing when the booster is cold. As the water heats up over time, the current draw will increase by around 4 amps until it reaches about 20 amps, and this is why you are aiming for only 16 amps with a cold system.
If the current is too high, dump out some electrolyte and add just distilled water. If the current is too low, add a pinch or two at a time of your catalyst until the 16 amps is reached. Overfilling your booster will cause some of the electrolyte to b e forced up the output tube, so a liquid level tube was added to monitor electrolyte level.
The booster generally needs to be topped off once a week, depending on how long it is in operation. Add distilled water, then check your current draw again. You may observe a drop in current over the course of a few refills, and this is normal. Some of the catalyst escapes the cell suspended in water vapor droplets, so from time to time you may need to add a pinch or two. The water in the bubbl er acts to scrub this contaminant out of the gas as well. I highly recommend installing an ammeter to monitor current draw as you operate your booster.
Mounting the Booster
Choose a well ventilated area in the engine compartment to mount your booster. Since every vehicle design is different, I leave it up to you to figure out the best method to mount it. It must be mounted with the top orientated upwards. Large 5" diameter hose clamps work well, but do not over tighten them or the PVC may deform. I recommend mounting the booster behind the front bumper in the area usually present between it and the radiator. Support the weight of the unit from the bottom with a bracket of your design, then use two hose clamps to secure the unit, one near the top and one near the bottom. Never ins tall the unit in the passenger compartment for safety reasons.
Output hose and Bubbler
The bubbler on the side of the unit should be filled about 1/3 to 1/2 full of water - tap water is fine for the bubbler. The check valve before the b ubbler is there to prevent the bubbler water from being sucked back into the booster when it cools and the gases inside contract. Make sure the bubbler le vel is maintained at all times. Failure to do so could result in an unwanted backfire explosion. That water inside the bubbler is your physical shield between the stored hydroxy volume in the generator and the intake of your engine. Install the output hose as
close to the carburetor/throttle body as close as possible by making a connection into the intake tube/air cleaner. Try to make the hose as short as possible to reduce the amount of gas volume it contains. I recommend using the same type of 1/4" poly hose that is used on the unit.
Here is a list of the parts needed to construct the booster and bubbler if you decide to build it yourself rather than buying a ready-made unit:
The Main Parts Needed
Now, having shown how this very effective booster and bubbler are constructed, it should be pointed out that if you use it with a vehicle fitted with an Electronic Control Unit which monitors fuel injection into the engine, then the fuel -computer section will offset the gains and benefits of using this, or any other, booster. The solution is not difficult, as the fuel-computer can be controlled by adding in a little circuit board to adjust the sensor signal fed to the computer from the oxygen sensor built into the exhaust of the vehicle. Ready-built units are available for this or you can make your own from the details shown later on in this document.
Enjoy using this booster and do your part in cutting greenhouse gas emissions.
Eletrik
Background Information
Many people find the plate arrangement of the Smack’s Booster, rather difficult to understand, so this additional section is just to try to explain the operation of the cell. This has nothing to do with actually building or using a Smack’s Booster, so you can just skip this section without missing anything.
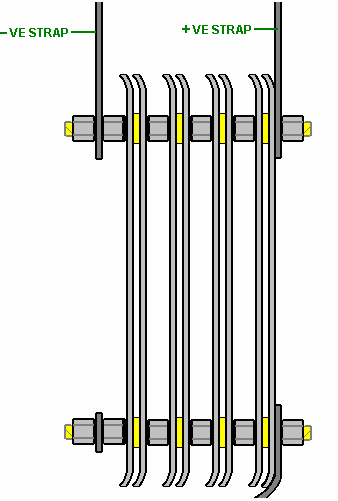
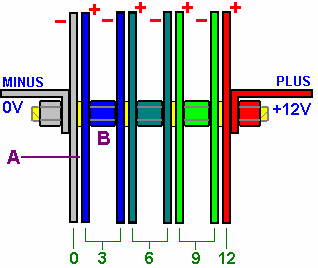
The Smack's Booster plate arrangement does look confusing. This is mainly because Eletrik has squeezed two identical sets of plates into one container as shown here:
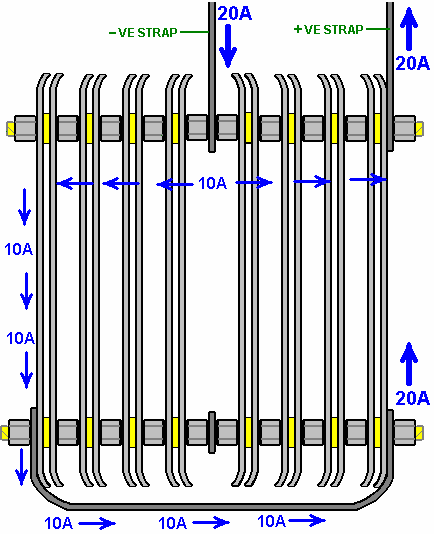
This arrangement is two identical sets of plates positioned back-to-back. To make it easier to understand the operation, let’s just consider just one of the two sets of plates:
Here, you have just the electrical Plus li nked to the electrical Minus by a set of four pairs of plates in a daisy chain (the technical term is: connected "in series" or "series-connected"). Easily the most electrically efficient way for doing this is to exclude all possible current flow paths through the electrolyte by closing off around the edges of all the plates and forcing the current to flow through the pla tes and only through the plates, but this is not possible in an open -bath design like this.
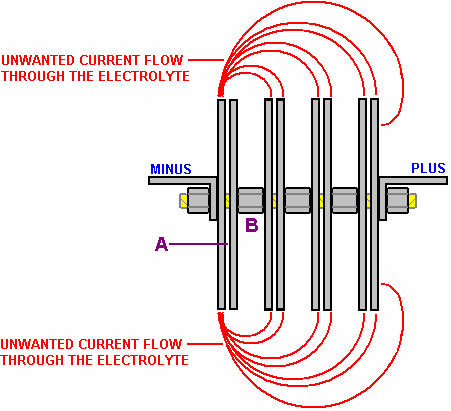
This diagram shows the way that the plates are connected. The red lines show paths of unwanted current flow which do not produce much gas. This wasted current flow is opposed by the useful current flow across gap "A " in the diagram.
To favour the flow across the 1.6 mm gap "A", an attempt is made to make the waste flows as long as possible by comparison. This is done by the gap "B" being made as large as possible.
The voltage applied to the cell (13.8 volts when the engine is running) divides equally across the four plate pairs, so there will be one quarter of that voltage (3.45 volts) across each plate pair, and this has been found to be the best arrangement for this design.
If you look again at the original diagram, you will see that there are two of these sets of four plate pairs, positioned back -to-back in the container. Each of these acts separately, except for the fact that there are additional current leakage paths through the electrolyte between the plates of one set and the plates of the second set.
There is a steady voltage drop progressively across the array of plates. Remember that they are connected in pairs in the middle due to the metal-to -metal connection created by the steel nuts between the plates:
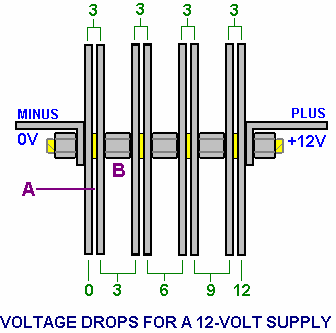
It is often difficult for people to get the hang of how the voltage drops across a chain of resistors (or matrix of plates). The voltages are relative to each other, so each plate pair thinks that it has a negative electrical connection on one plate and a positive connection on the other plate.
For example, if I am standing at the bottom of a hill and my friend is standing ten feet up the hill, then he is ten feet above me.
If we both climb a hundred feet up the mountain and he is at a height of 110 feet and I am at a height of 100 feet, he is still ten feet above me.
If we both climb another hundred feet up the mountain and he is at a height of 210 feet and I am at a height of 200 feet, he is still ten feet above me. From his point of view, I am always ten feet below him.
The same thing applies to these plate voltages. If one plate is at a voltage of +3 volts and the plate 1.6 mm away from it is at a voltage of +6 volts, then the 6 volt plate is 3 volts more positi ve than the 3 volt plate, and there is a 3 volt difference across the gap between the two plates. The first plate looks to be 3 volts negative to the 6 volt plate when it “looks” back at it.
You can also say that the +3 volt plate is 3 volts lower than the +6 volt plate, so from the point of view of the +6 volt plate, the +3 volt plate is 3 volts lower down than it, and it therefore “sees” the other plate as being at -3 volts relative to it.
In the same way, my friend sees me as being at -10 feet relative to him, no matter what height we are on the mountain. It is all a matter of being "higher up" whether in terms of height above sea level on a mountain or in terms of higher up in voltage inside a booster.
Now, having shown how this booster and bubbler are constructed, it should be pointed out that if you use it with a vehicle fitted with an Electronic Control Unit which monitors fuel injection into the engine, then the fuel-computer section will offset the mpg gains of using this, or any other, booster. The solution is not difficult, as the fuel- computer can be controlled by adding in a little circuit board to adjust the sensor signal fed to the computer from the oxygen sensor built into the exhaust of the vehicle. Ready-built units are available for this or you can make your own.
Newcomers to boosting frequently decide that they want to experiment with other plate configurations inside the Smack’s Booster housing. Please be aware that Eletrik spent a whole year experimenting and testing different configurations and the arrangement shown above is his best, so it is unlikely that other arrangements will prove to be better.
Other Boosters . The principles involved here are not at all difficult to understand. If a small amount of hydroxy gas is added to the air being drawn into the engine, the resulting mix burns very much better than it would if no hydroxy gas were added. This extracts a higher percentage of energy from the fossil fuel being burnt in the engi ne, giving more power and smoother running. Wi th reasonable amounts of hydroxy gas added, the burn quality is so high that a catalytic converter is not needed. Normally, unburnt fuel coming out of the engine is burnt in the catalytic co nverter. With a good booster connected, there is no unburnt fuel reaching the catalytic converter, so although you leave it in place, it never wears out as it is not being used.
You have just seen the details of the Smack’s booster, which is a very usable design, but naturally, there are many other designs. It would be advisable then if you understood the basic principles of booster design as you can then assess the capabilities of any new design.
Electrolysis has been known for a very long time and it appears very simple. Michael Faraday described the method and determined the gas output for what seemed to be 100% efficiency of the process. Bob Boyce of the ‘watercar’ Group has designed a DC electrolysis cell which achieves twice Faraday’s theoretical maximum output per watt of input power. Straight DC electrolysis works like this:
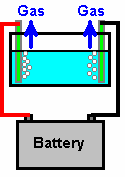
Here, a current flows through the liquid inside the electrolysis cell, moving from one plate to the other. The
current breaks the bonding of the water molecules, converting the H 2O into hydrogen H and oxygen O. There are various forms of hydrogen and oxygen and mixtures of the two. H atoms on their own are called “monatomic”
hydrogen, and given the chance, it will join with another H to form H 2 which is called “diatomic” hydrogen. The same goes for the oxygen atoms. The monatomic variety of hydrogen has four times the energy and about 1% of it mixed with air, is capable of powering an engine without using any fossil fuel oil at all.
If the liquid in the electrolyser is distilled water, then almost no current will flow and almost no gas will be produced. If you add two or three drops of battery acid to the water, the current and gas produ ction increase enormously. Putting acid in the water is a bad idea as it gets used in the process, the acidity of the water keeps changing, the current keeps changing, the acid attacks the electrodes and unwanted gasses are given off. Putti ng salt in the water, or using seawater, has nearly the same effect with poisonous chlorine gas being given off. Baking soda is also a bad choice as it gives off carbon monoxide which is a seriously toxic gas, it damages the electrodes and ends up as sodi um hydroxide. Instead of using these additives, it is much better to use a “catalyst” which promotes the electrolysis without actually taking part in the chemical process. The best of these are Sodium Hydroxide (“Red Devil lye” in the USA, “caustic soda” in the UK) and even better still, Potassium Hydroxide (“Caustic Potash”).
The process of electrolysis is most unusual. As the voltage applied to the plates is increased, the rate of gas production increases (no surprise there). But once the voltage reaches 1.24 volts across the electrolyte between the electrodes, there is no further increase in gas production with increase in voltage. If the electrolysis cell produces 1 litre of hydroxy gas per hour with 1.24 volts appli ed to the electrolyte, then it will produce exactly 1 litre of hydroxy gas per hour with 12 volts applied to the electrolyte. Even though the input power has been increased nearly 10 times, the gas output remains unchanged. So it is much more effective to keep the voltage across the electrolyte to 1.24 volts or some value near that. As there is a small voltage drop due to the material from which the electrodes are made, in practice the voltage per cell is usually set to about 2 volts for the very best electrode metal which is 316L-grade stainless steel.
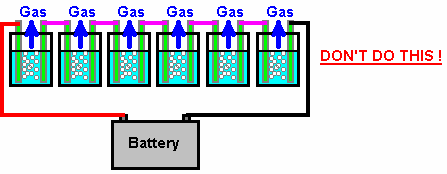
The electrolyser shown here produces six times as much gas for exactly the same input power. This is a serious gain in efficiency. As all of the cells of this electrolyser are identical, each has approximately 2 volts across it when a 12 volt battery is used. The amount of gas produced depends directly on the amount of current passing through the cells. As they are “in series” (connected in a chain), the same current passes through all of them . For any given battery voltage and electrode spacing, the current is controlled by the amount of catalyst added to the water. The liquid in the electrolyser cells is called the ‘electrolyte’. In practice, there is a distinct advantage in having a large surface area for each electrode, and a small spacing between the electrodes of about 3 mm or 1/8”. Do not allow the hydroxy gas produced to escape upwards as shown above, unless you are outdoors as it will collect on the ceiling and form an explosive mix there.
There is a strong tendency for bubbles of gas to remain on the surface of the electrodes and impede the electrolysis process. If there were enough bubbles on an electrode, it would not actually touch the electrolyte and electrolysis would stop altogether. Many methods have been used to minimise this problem. The electrode plates are normally made from 16 gauge 316L-grade stainl ess steel and it is recommended that there be between 2 and 4 square inches of plate area on every face of every electrode for each amp of current passing through the cell. Some people place an ultrasonic transducer underneath the plates to vibrate the bubbles off the plate surfaces. Archie Blue and Charles Garrett made the engine suck its input air through the electrolyser and relied on the air drawn through the electrolyte to dislodge the bubbles. Pulling air through the electrolyte is a very bad idea as the air contaminates the electrolyte. Some people use piezo electric crystals attached to the plates to vibrate the plates and shake the bubbles free, others use magnetic fields, usually from permanent magnets. The best method is to treat the electrode plates with cross-hatch scouring, an extensive cleansing process and an extensive conditioning process. After that treatment, a catalytic layer builds up on the electrodes, doubling their efficiency and bubbles no longer stick to the electrodes but break away immediately without the need for any form of additional help.
As indicated in the drawing above, you MUST NOT perform electrolysis with the gas escaping freely, unless you are out of doors with very good ventilation. Hydrogen and especially hydrogen/oxygen mix gasses are HIGHLY dangerous, easily ignited and can easily injure or kill you. They must be treated with a high degree of respect.
Most people have a great urge to ignite hydroxy gas bubbles coming from their new bubbler. Please don’t. One cupful of hydroxy gas produces a ban loud enough to dam age your hearing permanently, not to mention having the neighbours calling the police to investigate.
You need to keep the amount of gas held at the top of each cell to a minimum, and ALWAYS use at least one bubbler as shown here:
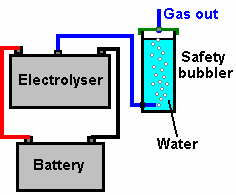
The deep water in the bubbler stops any flashback reaching the electrolyser and should the gas at the top of the bubbler be ignited by some accident, then the tightly-fitting cap should blow off harmlessly. If equipment of this nature is being installed in any vehicle, NO component containing “hydroxy” gas must ever be placed inside the passenger compartment. The engine compartment should be used to house this equipment or, if you really must, the boot (“trunk”) and no pipe containing gas should run through any part of the passenger area. Staying alive and uninjured is much more important than reducing emissions or fuel consumption.
The least efficient method of producing hydroxy gas is to put a single cell across the whole voltage of a vehicle’s electrical system, which produces about 14 volts when the vehicle is being driven. However, the simplicity of a single simple cell can make it a very attractive proposition. To illustrate this, consider the following booster design.
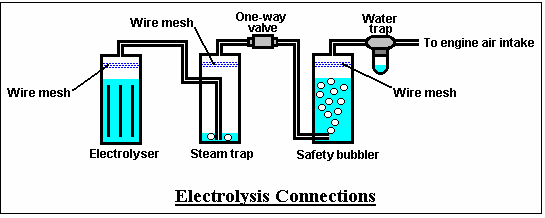
Here are the full step-by-step instructions for making a very simple single-cell booster design from “HoTsAbI” - a member of the Yahoo ‘watercar’ forum. This is a very neat and simple electrolysis booster unit which has raised his average mpg from 18 to 27 (50% increase) on his 5-litre 1992 Chevy Caprice.
The unit draws only 10 amps which is easily handled by the existing alternator. The construction uses ABS plastic with Sodium Hydroxide (“Red Devil” lye, 1 teaspoon to 8 litres of distilled water) and the gas-mix is fed directly into the air intake filter of the car engine. The electrodes are stainless steel with the negative electrode forming a cylinder around the positive electrode.
The circuit is wired so that it is only powered up when the car ignition switch is closed. A relay feeds power to the electrolyser which is three inches (75 mm) in diameter and about 10 inches (250 mm) tall. The electrolyser circuit is protected by a 3 0-amp circuit brea ker. The electrolyser has several stainless steel wire mesh screens above the water surface.
The output of the electrolyser is fed to a steam trap, also fitted with several stainless steel wire mesh screens, and then on via a one-way valve and into a safety bubbler. The bubbler also has stainless steel wire mesh screens which the gas has to pass through before it exits the bubbler. The gas is then passed through an air -compressor style water trap to remove any remaining moisture, and is injected into the air intake of the vehicle. Although not shown in the diagram, the containers are protected by pop-out fittings which provide extra protection in the extremely unlikely event of any of the small volumes of gas being ignited by any means whatsoever.
The ammeter is used to indicate when water should be added to the electrolyser, which is typically, after about 80 hours of driving and is done through a plastic screw cap on the top of the electrolyser cap (shown clearly in one photograph). This unit used to be available commercially but the des igner is now too busy to make them up, so he has generously published the plans free as shown here:
The "HOTSABI” CELL
(c) Copyright 2005. All rights reserved
Please read all of these instructions carefully and completely before starting yo ur project.
Important Note: If you decide to construct an electrolyser from these instructions, you do so entirely at your ow n risk. Please pay especial attention to the safety instructions in this document as your life and health may depend on sensible precautions w hich you must take.
This project is the construction of an electrolyzer unit which is intended to improve the running of a vehicle by adding gases produced by the electrolysis of water, to the air drawn into the engine when running.
ELECTROLYZER PARTS LIST
-
One 7" long x 3" ABS tubing cut square - de -burr edges
-
One 3" ABS (Acrylonitrile Butadiene Styrene) Plug - clean out threaded cap
-
One Threaded adaptor DWV 3" HXFPT ("DWV" and "HXFPT" are male and female threaded sewer type plastic caps)
-
One 3" ABS cap
-
One 4" Stainless steel cap screw 1/4 20
-
Two stainless steel 1" 1/4 20 cap screw
-
One 10/32 x 1/4" stainless steel screw
-
Five washers and Eightstainless steel nuts 1/4 20
-
One piece of stainless steel shimstock 1 1" x 6" 0.003" thick
-
One piece of stainless steel 14 gauge wire mesh 8" x 3"
-
One 3/8" nylon plug
-
One 1/4" x 1/4" NPT (National Pipe Tap) barbed fitting
-
Plumbers tape
TOOLS LIST
-
Hand drill
-
Cutters (for mesh and shimstock)
-
1/4" NPT tap and 5/16" drill bit
-
3/8" NPT tap and 1/2" drill bit
-
10/32" tap and 1/8" drill bit
-
Clamp and 1" x 1" wood strip
-
Hex key "T-handle" wrench to fit capscrew
-
Philips screwdriver
-
Small adjustable wrench

Cut and fit shimstock into ABS tubing, 11" works well as this gives a 1" overlap.

For drilling, use a strip of wood.
Be sure shimstock is flush with at least one edge of the tube. Use the flush edge as the b ottom of the electrolyzer.

Clamp securely and drill two 0.165” holes, one on either side, perpendicular to each other, as best you can. These holes will be tapped 1/4” 20

The shimstock holes need to be reamed to accept the capscrew.

Note: This is why 2 holes are drilled (to facilitate assembly) Next, attach the electrode inside the barrel.
It is important to us a stainless steel nut inside to seat the capscrew.

Note that the shimstock is flush with the bottom of the tube. Final assembly for the electrodes. Note that the capscrews each have stainless steel nuts inside the barrel to seat to the shimstock. The screw on the left will be used as the Negative battery connection to the cell while the screw on the right merely seats the shimstock.

The upper component is Threaded adaptor DWV 3" HXFPT The lower component is 3" ABS Plug, clean out threaded cap. Prepare the top cap and plug:
Drill and tap a 3/8" NPT in the centre of the threaded cap (main filling plug) Drill and tap a 1/4" NPT on the side (barbed fitting).

Prepare the bottom cap:
Drill and tap 1/4" 20 hole in the centre.
Install capscrew with stainless steel nut. Tigh ten and install washer and stainless steel nut outside.

This is the Positive battery connection.

This is the finished e-cell shown here upside down.
Assemble the unit u sing ABS glue.

Next, prepare the stainless steel mesh. Cut it carefully to fit inside the threaded cap. Use at least 3 pieces.

After fitting the mesh tightly into the cap, mount it with a 10/32 stainless steel screw on the opposite side to the 1/4" tapped hole for the barbed fitting. This is a flame arrestor, so make CERTAIN that the entire inside is covered tightly. Note that the sides wrap up. Turn each layer to cross the grain of the mesh.

Use white "plumber's tape" on all threaded fittings.
This unit has raised the average mpg on my 1992 5-litre Chevy Caprice from 18 to 27 mpg which is a 50% increase. It allows a very neat, professional-looking installation which works very well:


The unit draws only 15 amps which is easily handled by the existing alternator. The construction uses ABS plastic with Sodium Hydroxide (“Red Devil” lye, 1 teaspoon to 8 litres of distilled water) and the gas-mix is fed directly into the air intake filter of the car engine. The electrodes are stainless steel with the negative electrode forming a cylinder around the positive electrode:

The circuit is wired so that it is only powered up when the car ignition switch is closed. A relay feeds power to the electrolyser which is three inches (75 mm) in diameter and about 10 inches (250 mm) tall. The electrolyser circuit is protected by a 3 0-amp circuit brea ker. The electrolyser has several stainless steel wire mesh screens above the water surface.
The output of the electrolyser is fed to a steam trap, fitted with several stainless steel wire mesh screens, and then on via a one-way valve into a safety bubbler:
The bubbler also has stainless steel wire mesh screens which the gas has to pass through before it exits the bubbler. The gas is then passed through a compressor -style water trap to remove any remaining moisture, and is injected into the air intake of the vehicle. Although not shown in the diagram, the containers are protected by pop - out fittings which provide extra protection in the extremely unlikely event of any of the small volumes of gas being ignited by any means w hatsoever. How ever, it should be realised that the ve ry high ignition rate of hydroxy gas creates a shock -wave which moves so fast that no pop -off fitting will ever be fast enough to rob it of its power.
The ammeter is used to indicate when water should be added to the electrolyser, which is typically, after about 80 hours of driving and is done through the plastic screw cap on the top of the electrolyser cap.
All of the 3/8" plastic fittings including one way valves, come from Ryanherco and are made of K ynar to withstand heat. The water trap is from an air compressor. The 3/16" tubing or hose is also high -heat type from an automatic transmission coolant lines. I use Direct Current and limited with a thermal breaker and LYE mixture adjustment.
Booster Contact: [email protected] (please put "e-cell" in the title of the e-mail).
There are many different ways of constructing electrolysis equipment. A fairly conventional electrical set-up is shown here:

Three plates are used for each electrode and the cells are connected in series. This is a perfectly good arrangement and it has the advantage that the plates can be submerged deeply in the electrolyte, the cells are fully isolated from each other and they can be positioned in convenient locations scattered around the engine compartment. Also, the gas from each cell can be drawn through the electrolyte of the other cells, and this helps to dislodge gas bubbles and improve the operating efficiency of the system.
It is not necessary to have these containers as separate units. A single, much more compact, housing can contain all of the plates needed to make a very efficient “series” electrolyser, as shown here:
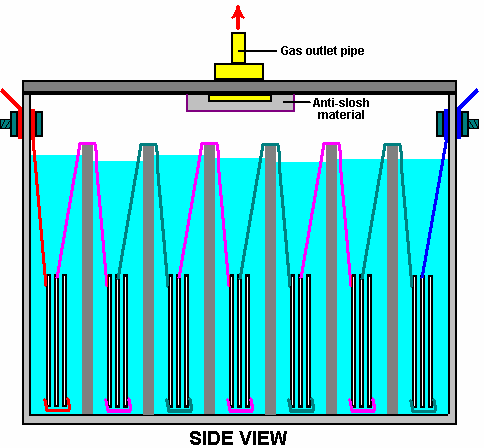
A design of this type looks so simple that it is tempting to think of it as being a unit of very minor performance, but is definitely not the case. A unit of this type is capable of producing enough hydroxy gas to power a 250 cc scooter up to 60 mph if a 12 volt car battery is carried and charged between trips. It has the advantage of being capable of being constructed in any convenient size, and with a large amount of electrolyte in each cell, there is no need for a complicated automated water-filling system. The stainless steel plates can be solid or mesh and construction accuracy does not need to be particularly high, though obviously, the case needs to be completely airtight, or to be more precise, hydrogen -tight. A well constructed unit of this type is capable of producing 3 lpm of hydroxy gas on just 15 amps of current, which should gi ve a very respectable mpg improvement when used as a car booster, provided the oxygen sensor signal is controlled as described later in this chapter.
This design has twice the electrical efficiency of the Smack’s Booster because all of the current is forced to flow through all seven sets of plates. This produces a gas output from every one of those sets of plates. In the case of an open -bath electrolyser like the Sm ack’s Booster, the current has the option of bypassing the central plates and jumping direct to the final plate. This produces very little gas as the gap is large and there is only one area of gas generation instead of seven separate gas -producing areas. Also, the Smack’s Booster has only four pairs of plates which means that at least 65% of the power fed to the unit, ends up just heating the electrolyte. In the case of a 7-cell, isolated cell design, only 38% of the power goes to heat the electrolyte. So, the gas-producing efficiency is doubled and the wasted energy is halved. How ever, the big appeal of the Smack’s Booster is it’s ease of construction.
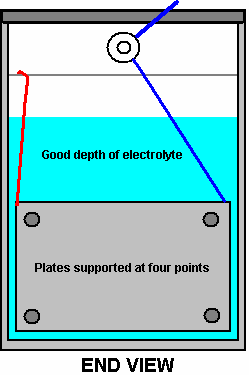
The design shown above has several advantages, and it could be built with a small footprint. The level of electrolyte in each compartment is not critical, so a considerable volume of electrolyte can be held above the plates. This means that topping up with water need o nl y be done very occasionally, and so there is no need for a complicated filling mechanism. The method of construction is very simple. The unit is fairly compact. The electrode plate area can be made a big as you wish. The cell has seven compartments as when a vehicle engine is running, the alternator produces nearly 14 volts in order to charge the 12 volt vehicle battery. This means that there will be about 2 volts across each of the seven cells and gas production will be seven times that of a single cell.
As peak electrical efficiency is being aimed for, it should be realised that while reducing the electrolyte concentration will lower the current, it does so at the expense of increased resistance to current flow through the cell which creates power loss and additional heating. So, for optimum performance, the electrolyte should be the maximum concentration of 28% KOH by weight and the current through the unit being controlled by using a Pulse-Width Modulator (“PWM”) circuit. A ready-made PWM circuit and a suitable ammeter to monitor the current are both available from The Hydrogen Garage http://stores.homestead.com/hydrogengarage/StoreFront.bok.
Construction of a housing is not difficult. Pieces are cut out for two sides, one base, one lid and eight absolutely identical partitions. These partitions (which include two housing end pieces) must be exactly the same so that there is no tendency for leaks to develop.

The Bottom piece is the same length as the Sides, and it is the width of the Partitions plus twice the thickness of the material being used to build the housing. If acrylic plastic is being used for the construction, then the supplier can also provide an “adhesive” which effectively “welds” the pieces together making the different pieces appear to have been made from a single piece. The case would be assembled like this:
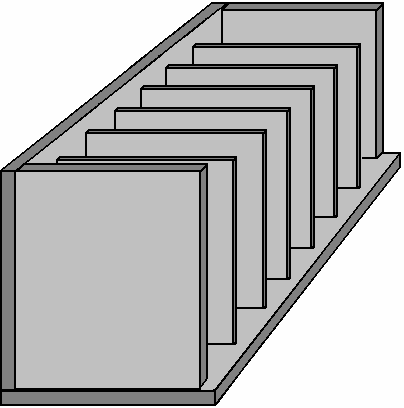
Here, the partitions are fixed in place one at a time, and finally, the second side is attached and will mate exactly as the partitions and ends are all exactly the same width. A simple construction for the Lid is to attach a strip all the way around the top of the unit and have the lid overlap the sides as shown here:

A gasket placed between the sides and the lid would assist in making a good seal when the lid is bolted down. The gas outlet pipe is located in the centre of the lid which is a position which is not affected if the unit is tilted when the vehicle is on a steep hill.
The electrode plates for this design can be made from stainless steel mesh as this material can be cut by hand using a pair of tin snips. If the mesh is particularly flexible, then it may be necessary to support it to prevent one mesh electrode from short-circuiting to the next one. Generally speaking, most meshes are rigid enough not to have flexing problems.
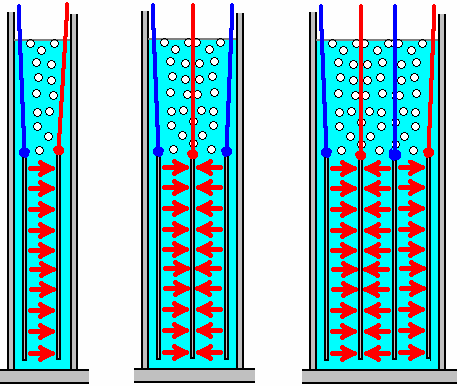
These plates should be held 3 mm (1/8 inch) apart for the best gas -producing performance. This can be done by using plastic threaded rod and bolts positioned at each corner of the sheets. The sheets are spaced accurately by placing plastic washers on the threaded rod between the plates. If the threaded rods are cut to just the right length, they can be a push-fit between the partitions and that holds the plates securely in position inside the cell. There are various ways of connecting the plates which are placed in each compartment of this cell. The connection method depends on the number of plates in each set. The most simple arrangement is just two plates per compartment, but there can just as easily be, th ree, four, five or whatever number suits you:
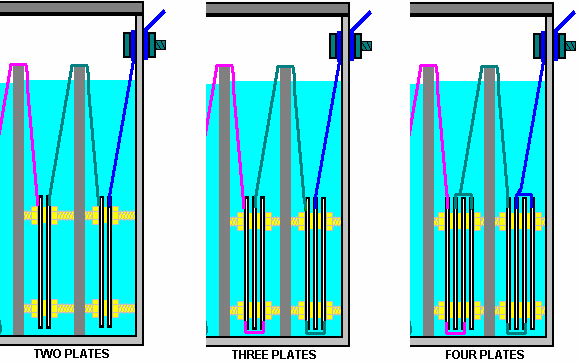
The electrolysis takes place in the gaps between the plates, so with two plates, there is just one area of electrolysis. With three plates, the re are two inter -plate spaces and electrolysis takes place on both sides of the central plate in each compartment. With four plates, there are three inter-plates spaces and electrolysis takes place on both faces of the two inner plates in each compartment.
If each plate is, say, 5” x 4” with 20 square inches of area on each face, then with two plates, the electrolysis area is 20 square inches allowing up to 10 amps of current. With the three plate arrangement, the electrolysis area is 40 square inches, allowing a current of up to 20 amps through the electrolyser. With the four plate arrangement, the electrolysis area of the electrode plates is 60 square inches, allowing up to 30 amps to be passed through the cell. The higher currents are not a problem with this design because with seven cells in series, there is little heating of the electrolyte and the cell operation remains stable.
To show this more clearly, here is a diagram for each of these three arrangements, showing how the current flows between the plates:
Properly built, with cleansed and conditioned plates, an electrol yser of this type is capable of producing 2 lpm of hydroxy gas with just 10 amps of current, 3 lpm at 15 amps, 4 lpm at 20 amps and 5 lpm at 25 amps. However, as the ‘hotsabi’ booster which is the least efficient possible design, running at just 10 amps, gives its designer a 50% improvement in mpg. it should be realised that large volumes of hydroxy gas are not necessarily the optimum for any particular engine – all engines being different and having different states of tuning.
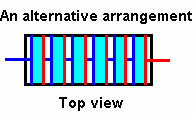
There are many different styles of cell. It is possible to dispense with the partitions shown above, if you are willing to sacrifice the large volume of electrolyte above the electrode plates. This style of design is necessary if instead of having just seven partitions in the cell, there are to be seventy or more. This leads to the style of construction shown here:


Here, the outer casing is slotted to receive the electrode plates. The build accuracy needs to be high as the electrode plates are expected to form a watertight seal to create separate cells inside the housing. In this diagram, the central electrode plates are shown in red for positive and blue for negative voltage connections. The plates are just single sheets of stainless steel and to a quick glance, it looks as if the central plates do nothing. This is not so. Because the electrolyte is not free to move between compartments, it produces the same electrical effect as the arrangement shown here:
While this is the same electrically, it requires the production and slotting of five additional plates. Each extra plate is effectively redundant because the space between the internal pairs is empty (wasted space) and one steel plate is just wired directly to the next one. As the plates are wired together in pairs, there is no need to have two plates and a connecting wire - a single plate will do. The reason fo r pointing this out in detail is because it is quite difficult to see how the standard arrangement is connected electrically with the opposite sides of a single plate forming part of two adjacent cells and in addition, the electrical connection between those two cells.
When straight DC electrolysis is being used, the rate of gas production is proportional to the current flowing through the cells. With 12 volt systems, the current can be controlled by the concentration of the electrolyte and it’s temperature, though having insufficient plate area or the wrong plate m aterial does require the voltage to be pushed up to reach the required current and this extra voltage has a strong heating effect. When an electrolyser is first started, it usually has a fairly low temperature. As time goes by, the various inefficien cies of the electrolysis process raises the temperature of the electrolyte. This increases the current flowing through the electrolyser, which in turn, heats the electrolyte even more. This causes two problems. Firstly, the gas production rate at start-up is lower than expected as the electrolyte is not as hot as it will become. Secondly, when the electrolyser has been going for some time, a temperature runaway effect is created where the current gets out of hand. Also, the raised temperature causes the production of excessive amounts of water vapour or steam, neither of which are desirable as they just take up space in the cylinder which could have been used for useful fuel.
There are various solutions to this situation. One is to accept that the gas production will be low in the early stages of each run, and adjust the concentration of the electrolyte so that the maximum running temperature gives exactly the design current through the electrolyser. This is not a popular solution, especially with people who make a lot of short journeys between long trips. The best solution is to use the highest concentration of electrolyte and an electronic “Pulse-Width Modulator” circuit to control the current. This rather impressive name just means a circuit which switches the power to the electrolyser ON and OFF many times each second, and is the DC version of a dimmer switch used to control lighting levels in the home. Using this solution, an ammeter to show the current, and a PWM control knob, are mounted on the dashboard of the vehicle, and the driver lowers the current manually if it starts to get too high.

If using a PWM circuit, when buying it, pick a 30-amp variety as one like that will be able to handle the normal current range commonly chosen for use with boosters – typically 15 to 22 amps. Your ammeter should also be able to display 30-amps as well, and the best types are very cheap.
Another, very effective, but not popular alternative is to add in extra electrolysis cells. As well as controlling the current, this raises the efficiency of the gas production. This can be achieved in various ways. One option is to install extra cells with a heavy duty 12V switch across them. When the switch is closed, the cell is starved of current and effectively is not operational at all. Heavy duty switches of this kind can be bought in ship chandlers at reasonable cost as they are used extensively in boating for switching engine and lighting circuits in power boats and sailing yachts. An alternative is to used a high p ow ered semiconductor to replace the switch and either use cheap, low power switches to control the semiconductors or add in a circuit which does it automatically.
Using switches, the arra ngement could be like this:
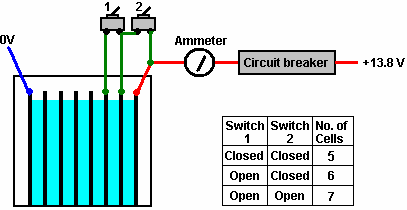
Here, the arrangement is very simple with two switches allowing one or two additional cells to be added in.
If connecting electrical items like this seems rather complicated to you, then you would probably find that reading some of the Electronics Tutorial in Chapter 12 to be helpful. The tutorial explains the basics of circuits and the components used in them, and while there is no need for you to start building circuits, understanding something about them would be helpful.
Dealing with the Oxygen Sensor.
The hydroxy boosters mentioned above, are intended for use with the vehicle’s existing fuel supply. The Smack’s booster produces about 1.7 litres per minute (“1.7 lpm”) and that is enough to improve the quality of th e fuel burn inside the engine and clean up both the emissions and any old carbon deposits inside the engine.
Zach West has recently built an interesting design of electrolyser for his 6 -volt, 250 cc motorcycle. He reckons that it produces 17 lpm of hydroxy and can run his bike directly off water. His design is shown in detail, later in this chapter.
Bob Boyce has recently stated that he has run a 650 cc twin-cylinder, two-stroke, marine engine on 60 lpm of hydroxy produced by one of his own designs ofsophis ticated electrolyser. That engine produced a measured 114 horsepower output during short-duration powerboat racing where the engine was being driven to its absolute maximum stress on a deliberately over-rich hydroxy/air mix. A 101-plate version of Bob's design, if accurately built, properly conditioned and tuned, can produce 50 lpm continuously and 100 lpm in short bursts which can run a small car engine, directly from water without any fossil fuel.
It is normal for hydroxy gas to be used inside an IC engine with anything from a 1% to a 4% (1:25) concentration of hydroxy gas in air. The air is needed as it expands with the heat of combustion and raises the pressure inside the cylinder to drive the piston downwards. It is beneficial to have water droplets like those produced by a pond "fogger" device, inside the cylinder as they convert instantly to flash-steam which provides a powerful driving force. Steam and water vapour do not expand further and so they are a hindrance as they just waste space inside the cylinder - space which could have been used for active components.
It is not possible to say with certainty how much hydroxy gas would be needed to power any given engine as engines of the same capacity vary drastically in their performance, so no hard and fast figures can ever be quoted, especially since engine condition and tuning are also major factors. However, to see how much hydroxy might be needed to power an en gine, consider a 1,600 cc engine running at 2,500 rpm:
Firstly, engine efficiencies vary so much that the ques tion is almost meaningless. However, to determine a possible ball-park figure, the 1.6 litre engine capacity is drawn into the engine when two revolutions are completed. So, 1.6 litres will be taken 1,250 times per minute. That is exactly 2,000 lpm. But only 1% of that volume needs to be hydroxy gas and the remaining 99% can be air. So, the amount of hydroxy gas needed per minute is 2,000 / 100 which is 20 lpm of hydroxy. However, this figure does not take into account the increased fuel needed for loaded engine conditions, low -efficiency engines and a host of other practical issues, so it would be wise to as sume some much larger flow rate– say 80 lpm perhaps.
I am not an automotive expert, but people who state that they are professional automotive people, say that an engine running at speed, only succeeds in replacing, typically, 85% of the cylinder contents on the exhaust and intake strokes. If that is correct, then only 85% of that 80 lpm will be needed to run a 1,600 cc engine and that works out to be 68 lpm, which is no small amount of hydroxy gas. If you visualise a 2-litre soft drinks bottle turned upside down and filled with water, and the hydroxy gas output of your electrolyser bubbling up into that bottle, pushing the water out. Then that entire bottle needs to be completely filled with hydroxy gas in less than two seconds, and that is a spectacular rate. Bob Boyce’s 101 -plate design approaches that, and full details of it are given later in this chapter. However, gas volume calculations like this are almost meaningless as engines of the same capacity can vary enormously in the amount of power needed to make them run correctly.
But to return to our 1.7 lpm booster which is capable of giving such good results in cutting harmful vehicle emissions. A booster will not give any improvement in fuel economy on a modern vehicle, because of the feedback coming from the oxygen sensor (or sensors). The fuel computer of the vehicle will detect the very much reduced emissions from the engine, and will immediately believe that there is not enough fuel going into the engine, and it will promptly start pumping more fuel into the engine. For that reason, and that reason alone, adding a booster on its own can actually make the fuel economy slightly worse. The remedy is to adjust the signal coming from the oxygen sensor to the fuel compute r, so that it stays on tra ck with the hydroxy gas being added to the fuel mix. This is not as difficult as it sounds. If you are not familiar with electronics, then now might be a good time to take a run through the Electronics Tutorial in chapter twelve, so that you can understand exactly what is being said about controlling the oxygen sensor.
In the most simple terms, most vehicles which have an Electronic Control Unit (“ECU”) to control the fuel flow are fitted with one of two types of exhaust sensor. The majority have a “narrowband” sensor while the remainder have a “wideband” sensor. The ideal mix of air to fuel is considered to be 14.7 to 1. A narrowband sensor only responds to mixtures from about 14.2 to 1 through 14.9 to 1. The sensor operates by comparing the amount of oxygen in the exhaust gas to the amount of oxygen in the air outside the vehicle and it generates an output voltage which moves rapidly between 0.2 volts where the mi xture is too lean, and 0.8 volts when it passes below the 14.7 to 1 air/fuel mix point where the mixture is too rich (as indicated by the graph shown below). The ECU increases the fuel feed when the signal level is 0.2 volts and decreases it when the signal voltage is 0.8 volts. This causes the signal voltage to switch regularly from high to low and back to high again as the computer attempts to match the amount of “too lean” time to the amount of “too rich” time.

A simple control circuit board can be added to alter the sensor signal and nudge the fuel computer into producing slightly better air/fuel mixes. Unfortunately, there is a severe downside to doing this. If, for any reason, the fuel mix is set too high for an extended period, then the excess fuel being burnt in the catalytic converter can raise the temperature there high enough to melt the internal components of the converter. On the other hand, if the circuit board is switched to a mix which is too lean, then the engine temperature can be pushed high enough to damage the valves, which is an expensive mistake.
Over-lean running can occur at different speeds and loads. Joe Hanson recommends that if any device for making the mix leaner is fitted to the vehicle, then the following procedure should be carried out. Buy a “type K” thermocouple with a 3-inch stainless steel threaded shank, custom built by ThermX Southwest of San Diego. This temperature sensor can measure temperatures up to 1,800 degrees Fahrenheit (980 degrees Centigrade). Mount the thermocouple on the exhaust pipe by drilling and tapping the pipe clos e to the exhaust manifold, just next to the flange gasket. Take a cable from the thermocouple into the driver’s area and use a multimeter to show the temperature.
Drive the vehicle long enough to reach normal running temperature and then drive at full speed on a highway. Note the temperature reading at this speed. When a leaner mix is used, make sure that the temperature reading under exactly the same conditions does not exceed 180 degrees Fahrenheit (100 degrees Centigrade) above the pre-modification temperature.
David Andruczyk recommends an alternative method of avoiding engine damage through over-lean fuel/air mixtures, namely, replacing the narrowband oxygen sensor with a wideband sensor and controller. A wideband oxygen sensor reads a very wide range of Air/Fuel ratios , from about 9 to 1 through 28 to 1. A normal car engine can run from about 10 to 1 (very rich) to about 17.5 to 1 (pretty lean). Maximum engine power is developed at a mix ratio of about 12.5 to 1. Complete fuel combustion takes place with a mix of about 14.7 to 1, while the mix which gives minimum exhaust emissions is slightly leaner than that.
Unlike narrowband sensors, wideband sensors need their own controller in order to function. There are many of these units being offered for sale for retro -fitting to existing vehicles which have just narrowband oxygen sensor systems. David’s personal recommendation is the Innovate Motorsports LC-1 which is small, and uses the very reasonably priced LSU-4 sensor. This wideband controller can be programmed. Most controllers have the ability to output two signals, the wideband signal suitable for running to a gauge or new ECU, plus a synthesised narrowband signal which can feed an existing ECU. The trick is to install a wideband sensor, with the LC-1 controller and then reprogram it to shift the narrowband output to achieve a leaner mix as shown here:
This system allows you to set the narrowband “toggle point” very precisely on an exact chosen air/fuel ratio. This is something which it is nearly impossible to do accur ately with a circuit board which just shifts a narrowband oxygen signal as you just do not know what the air/fuel ratio really is with a narrowband sensor.
However, for anyone who wants to try adding a circuit board to alter a narrowband sensor signal to produce a leaner mix on a vehicle, the following description may be of help. It is possible to buy a ready-made circuit board, although using a completely different operating technique, from the very reputable Eagle Research, via their website: http://www.eagle-research.com/products/pfuels.html where the relevant i tem is shown like this:
This unit generates a small voltage, using a 555 timer chip as an oscillator, rectifying the output to give a small adjustable voltage which is then added to whatever voltage is being generated by the oxygen sensor. This voltage is adjusted at installation time and is then left perm anently at that setting. Eagle Research also offer for sale, a booklet which shows you how to build this unit from scratch if you would prefer to do that.
I understand that at the present time, the purchase price of this device is approximately US $50, but that needs to be checked if you decide to buy one. Alternatively, instructions for building a suitable equivalent circuit board are provided later on in this document.
If you wish to use a circuit board with a narrowband oxygen sensor, then please be aware that there are several versions of this type of sensor. The version is indicated by the number of connecting wires:
Those with 1 wire, where the wire carries the signal and the case is ground (zero volts) Those with 2 wires, where one wire carries the signal and the other wire is ground.
Those with 3 wires, where 2 (typically slightly thicker) wires are for a sensor heater, and
1 for the signal while the case is ground.
Those with 4 wires (the most common on current model cars), where there are
2 (slightly heavier) for the sensor heater, 1 for the signal , and
1 for the signal ground. (Sensors with 5 wires are normally wideband devices.)
Look in the engine compartment and locate the oxygen sensor. If you have difficulty in finding it, get a copy of the Clymer or Haynes Maintenance Manual for your vehicle as that will show you the position. We need to identify the sensor wire which carries the control signal to the fuel control computer. To do this, make sure that the car is switched off, then
For 3 and 4 wire sensors:
Disconnect the oxygen sensor wiring harness,
Set a multimeter to a DC voltage measurement range of at least 15 volts,
Turn on the ignition and probe the socket looking for the two wires that provide 12 volts. These are the heater wires, so make a note of which they are,
Shut the ignition off, and reconnect the oxygen sensor.
The two remaining wires can now be treated the same as the wires from a 2-wire sensor, one will carry the sensor signal and one will be the signal ground (for a single wire sensor, the signal ground will be the engine block). Jesper Ingerslev points out that the Ford Mustang built since 1996 has 2 oxygen sensors per catalytic converter, one before the converter and one after. Some other vehicles also have this arrangement. With a vehicle of this type, the circuit board described here should be attached to the sensor closest to the engine.
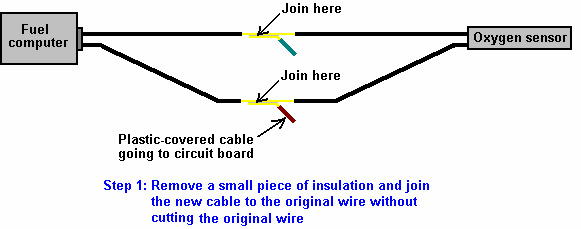
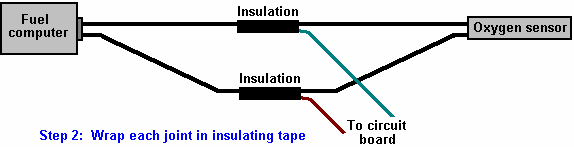
Find a convenient place along the wires. Don’t cut these wires, you will cut the sensor wire here at a later time, but not now. Instead, strip back a small amount of the insulation on each wire. Be careful to avoid the wires short-circuiting to each other or to the body of the vehicle. Connect the DC voltmeter to the wires (the non- heater wires). Start the engine and watch the meter readings. When the engine is warmed up, if the oxygen sensor is performing as it should (i.e. no engine check lights on ), the voltage on the meter should begin toggling between a low value near zero volts and a high value of about 1 volt. If the meter reading is going negative, then reverse the leads. The black multimeter lead is connected to the signal 'ground' (zero volts) and the red lead will be connected to the wire which carries the signal from the sensor. Connect a piece of insulated wire to the stripped point of the sensor wire and take the wire to the input of your mixture controller circuit board. Connect a second insulated wire between the signal ‘ground’ wire, or in the case of a 1-wire sensor, the engine block, and the circuit board zero-volts line. Insulate all of the stripped cables to prevent any possibility of a short-circuit:
Construction
If you wish to build an oxygen sensor controller circuit, then here is a suggestion as to how you might do it. This description assumes very little knowledge on the part of the reader, so I offer my apologies to those of you who are already expert in these matters. There are many different ways to design and construct any electronic circuit and each electronics expert will have his own preferred way. In my opinion, the way shown here is the easiest for a newcomer to understand an d build with the minimum of tools and materials.
The circuit shown here, is taken from the website http://better-mileage.com/memberadx.html, and is discussed here in greater detail. This circuit can be constructed on a printed circuit board or it can be built on a simple single-sided strip-board as shown here:
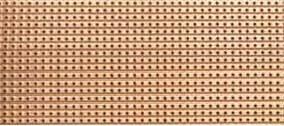
Strip-board (often called “Veroboard”), has copper strips attached to one side of the board. The copper strips can be broken where it is convenient for building the circui t. Component leads are cut to length, cleaned, inserted from the side of the board which does not have the copper strips, and the leads attached to the copper strips using a solder joint. Soldering is not a difficult skill to learn and the method is described l ater in this document.
When all of the components have been attached to the strip-board and the circuit tested, then the board is mounted in a small plastic case as shown here:
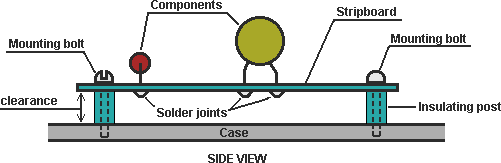
Insulating posts can be made from a short pieces of pl astic rod with a hole drilled through its length. The mounting bolt can self-tap into a hole drilled in the case, if the hole is slightly smaller than the diameter of the bolt threads. Alternatively, the holes can be drilled slightly la rger and the bolt heads located outside the case with nuts used to hold the board in place. This style of mounting holds the circuit board securely in place and gives some clearance between the board and the case.
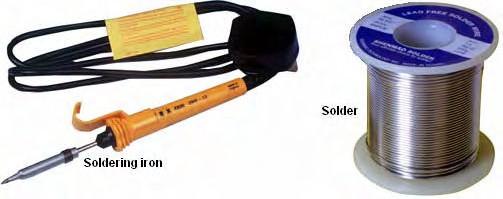
You will need building equipm ent, namely, a soldering iron, a 12 volt power supply such as a battery pack and an accurate digital volt meter for this project. If the 12 volt supply is a main-powered unit, then it needs to be a well- filtered, voltage-stabilised unit. Lastly, you will need a vari able voltage source that can go from 0 to 1 volt to imitate the output from the vehicle’s oxygen sensor when testing the completed circuit board. This is simple enough to make, using a resistor and a variable resistor.
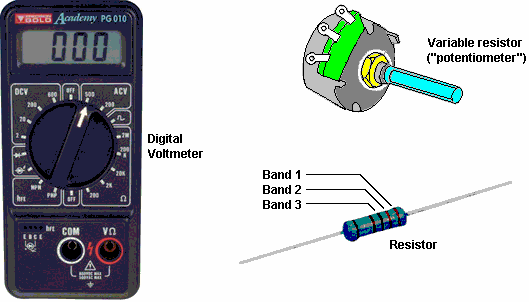
A series of components will be needed for the circuit itself. These can be bought from a number of different suppliers and the ordering details are shown later in this document. Shown above is a resistor. The value of the resistor is indicated by a set of three colour bands at one end of the body. The reason for doing this rather than just writing the value on the resistor, is that when the resistor is soldered in place, its value can be read from any angle and from a ny side. The component list shows the colour bands for each of the resistors used in this circuit.
Other components which you will be using, look like this:
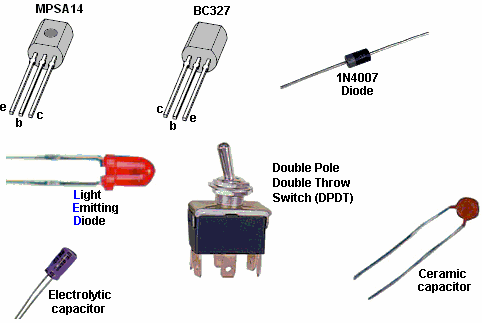
The MPSA14 and the BC327 devices are transistors. They each have a “Collector”, a “Base” and an “Emitter” wire coming out of them. Please notice that the two packages are not identical, and take care that the right wire is placed in the correct hole in the strip-board before soldering it in place.
The 1N4007 diode has a ring marked at one end of the body. The ring indicates the flat bar across the symbol as shown on the circuit diagram, and in that way it identi fies which way round the diode is placed on the strip-board.
The Light-Emitting Diode (the “LED”) will be familiar to most people as it is used so extensively in equipment of all types .
The toggle switch has six contacts - three on each side. The centre contact is connected to one of the two outer contacts on its side, which one, depends on the position of the switch lever.
The two capacitors (which are called “condensers” in very old literature) look quite different from each other. The electrolytic capacitor has it’s + wire marked on the body of the capacitor, while the ceramic has such a small value that it does not matter whi ch way round it is connected.
The main component of the circuit, is an integrated circuit or “chip”. This is a tiny package containing a whole electronic circuit inside it (resistors, capacitors, diodes, whateve r, ....). Integrated circuit chips generally look like this:
A very common version of this package has two rows of seven pins each and it goes by the grandiose name of “Dual In Line” which just means that there are two rows of pins, each row having the pins in a straight line. In our particular circuit, the chip has eighteen pins, in two rows of nine.
Now to the circuit itself. If you find it hard to follow, then take a look at the electronics tutorial on the web site as it shows the circuit diagram symbol for each component and explains how each device works.
The circuit contains three capacitors, eight resistors, two diodes, one LED, one IC chip, two transistors, one toggle switch and two types of component not yet described, namely: two preset resistors and one rotary switch.


The preset resistor is very small and is adjusted using a flat bladed screwdriver. It is used for making an adjustable setting which is then left unchanged for a long time. The Rotary switch has a central contact which is connected to a row of outer contacts in turn when the shaft is rotated from position to position. The switch shaft is made of plastic and so can easily be cut to the length needed to make a neat installation, and the knob is locked in place by tightening its grub screw against the flat face of the shaft, although some knobs are designed just to push tightly on to the shaft. There is a wide range of knob styles which can be used with this switch, so the choice of knob is dictated by personal taste.
This is the circuit diagram:
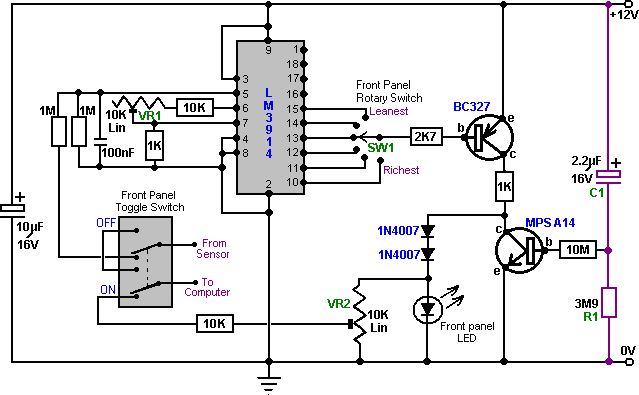
Electronic circuits are normally “read” from left to right, so we will look at this circuit that way. The first component is the 10 microfarad, 16 volt electrolytic capacitor. This is put there to help iron out any little variations in the voltage supply, caused by surges in the current drawn by the circuit when it switches from one state to another.
The next item is the On/Off dashboard switch. When switched to its Off position as shown here:
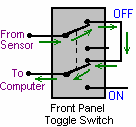
the connection from the oxygen sensor is passed straight through to the vehicle’s fuel computer, bypassing the circuit board completely. This switch allows the whole circuit to be switched Off should you want to do this for any reason.
In it’s On position, as shown in the circuit diagram, the varying voltage signal coming from the oxygen sensor is passed into the circuit, and the output voltage from the cir cuit is passed back to the fuel computer, instead of the original sensor voltage. This allows the circuit to manipulate the voltage sent to the fuel computer.
The next set of components (four resistors, one ceramic capacitor and one preset resistor) shown here:

are needed to feed the incoming sensor voltage to the Integrated Circuit chip, and make the chip operate in the way that we want, (the chip manufacturer allows more than one way for the chip to work). You can just ignore these components for now, just understand why they are there.
The Integrated Circuit chip has ten outputs, coming out through Pins 1 and 10 through 18 inclusive:
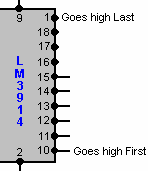
If the input voltage coming from the oxygen sensor is low, then all of these ten outputs will have low voltages on them. When the input voltage rises a little, the voltage on Pin 10 suddenly rises to a high value, while the other output pins still have low voltages.
If the input voltage rises a little higher, then suddenly the voltage on Pin 11 rises to a high value. At this point, both Pin 10 and Pin 11 have high voltage on them and the other eight outpu t pins remain at low voltage.
If the input voltage rises a little higher again, then suddenly the voltage on Pin 12 rises to a high value. At this point, Pin 10, Pin 11 and Pin 12 all have high voltage on them and the other seven output pins remain at low voltage.
The same thing happens to each of the ten output pins, with the voltage on Pin 1 being the last to get a high voltage on it. The circuit is arranged so that Pin 10 provides the output signal for the richest air/fuel mixture for the vehicle, and the mix gets progressively leaner as the output on Pins 11, 12, ... etc. are selected to be fed to the fuel computer.
As there is the possibility of engine damage if the fuel mix is too lean, only six of the outputs are taken on into the circuit. However, if the engine is being fed hydroxy gas from an electrolyzer to improve both the miles per gallon performance and reduce emissions to zero, then it is likely that the engine will run cooler than before and engine damage is most unlikely to occur. It is quite safe to leave the remaining output pins of the Integrated Circuit chip unconnected.
The output pin to be used by the remainder of the circuit is selected by the rotary switch mounted on the dashboard:
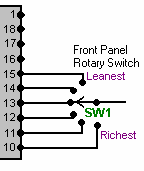
A s tandard single-pole rotary wafer switch has twelve positions but the switch operation can be restricted to any lesser number of positions by placing the end-stop lug of the switch just after the last switch position required. This lug comes as standard, fi ts around the switch shaft like a washer, and is held in place when the locking nut is tightened on the shaft to hold the switch in place. The lug projects down into the switch mechanism and forms an end-stop to prevent the switch shaft being turned any further. With six switch positions, the circuit provides five levels of leaner air/fuel mix which can be selected. This should be more than adequate for all practical purposes.
The next section of the circuit is the BC327 transistor amplifier stage which provides the output current for the fuel computer:
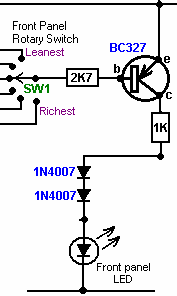
Here, the switch “SW1” connects to one of the output pins of the Integrated Circuit. When the voltage on that pin goes low, it causes a current to flow through the transistor Base/Emitter junction, limited by the 2.7K (2,700 ohm) resistor. This current causes the transistor to switch hard On, which in turn alters the voltage on its Collector from near 0 volts to near +12 volts. The 2.7K resistor is only there to limit the current through the trans istor and to avoid excessive loading on the output pin of the IC.
The transistor now feeds current to the LED via the two 1N4007 diodes and the 1K (1,000 ohm) resistor. This causes the Light Emitting Diode to light brightly. The 1K resistor is there to limit the amount of current flowing through this section of the circuit.
Part of the voltage across the LED is fed back to the fuel computer:
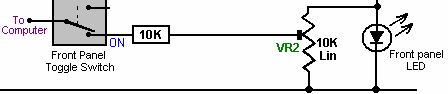
By moving the slider contact on the preset resistor “VR2”, any output voltage can be fed to the fuel computer. This voltage can be anything from the whole of the voltage across the LED, down to almost zero volts. We will use VR2 to adjust the output voltage when we are setting the circuit up for use. In this circuit, VR2 is acting as a
“voltage divider” and it is there to allow adjustment of the output voltage going from the circuit to the fuel computer.
The final section of the circuit is the MPSA14 transistor and its associated components:
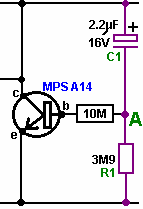
This circuit is a timer. When the circuit is first powered up (by the vehicle’s ignition key being turned), the tantalum 2.2 microfarad capacitor “C1” is fully discharged (if it isn’t, then the oxygen sensor will already be hot). As it is discharged and one side is connected to the +12 volt line, then the other side (point “A”) looks as if it is also at +12 volts. This provides a tiny current to the Base/Emitter junction of the MPSA14 transistor, through the very high resistance 10M (10,000,000 ohm) resistor. The MPSA14 transistor has a very high gain and so this tiny current causes it to switch hard on, short-circuiting the LED and preventing any voltage developing across the LED.
As time passes, the tiny current flowing through the MPSA14 transistor, along with the tiny current through the
3.9M (3,900,000 ohm) resistor “R1”, cause a voltage to build up on capacitor “C1”. This in turn, forces the voltage at point “A” lower and lower. Eventually, the voltage at point “A” gets so low that the MPSA14 transistor gets starved of current and it switches off, allowing the LED to light and the circuit to start supplying an output voltage to the fuel computer. The purpose of the section of the circuit is to shut off the output to the fuel computer until the oxygen sensor has reached it’s working temperature of 600 degrees Fahrenheit. It may be necessary to tailor this delay to your vehicle by altering the value of either “R1” or “C1”. Increasing either or both will lengthen the delay while reducing the value of either or both, will shorten the delay.
Changes:
Having examined this circuit, Nigel Duckworth has recommended some alterations. Firstly, the capacitor placed across the battery supply lines is shown as 10 microfarad, which comes from the manufacturer’s speci fication sheet for the Integrated Circuit. While this will be sufficient for many applications, this circuit will be working in what is effectively a hostile environment, with the battery supply being liable to have severe voltage spikes and surges superimposed on it. Consequently, it would be advisable to increase the value of this capacitor to, say, 100 microfarad in order to help it cope with these difficult conditions. Also, electrolytic capacitors perform much better and have a much longer life if their voltage rating is higher than the average working voltage they are expected to encounter. For vehicle circuits, a minimum of 35 volts is recommended. This has no significant effect on the cost or size of the capacitor, so it is a good idea to increase the rating as recommended.
One other very important point is that the Integrated Circuit has an absolute maximum voltage rating of 25 volts and this can easily be exceeded in vehicle environments. To protect against this, it is worth adding a current- limiting resistor and a 24 volt zener diode as shown here:
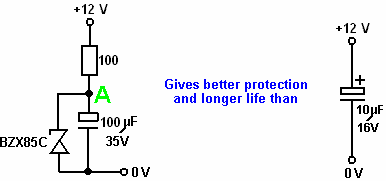
With this modification, if the nominal +12 volt supply gets a spike on it which briefly takes the voltage up to, say, 40 volts, the voltage at point “A” starts to rise rapidly. When it reaches 24 volts, the BZX85C zener diode start to conduct heavily, collapsing the spike and pinning down point “A”, preventing the voltage exceeding 24 volts. One additional protection option is to put a 0.1 microfarad capacitor across the 100 microfarad capacitor. This looks unusual if you have not seen it before, but is a standard method of trapping ve ry sharp spikes on the supply line, as a capacitor as small as that acts like a short-circuit to high frequency spikes. Also, to make adjustment of the circuit easier, an additional 10K resistor has been inserted between VR1 and Pin 6 of the integrated circuit. This makes the circuit:
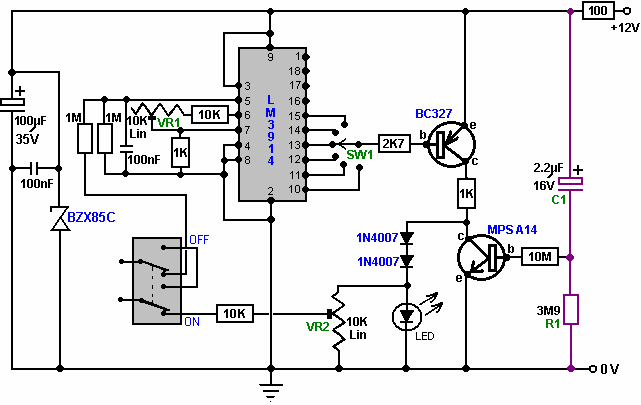
The next point of concern is the timing circuit of “C1” and “R1”. Contrary to what the website suggests, using the values shown here, capacitor C1 will charge up fully in nine seconds through R1 alone, and not the “few minutes” quoted. That neglects the current flowing through the Base/Emitter junction of the MPSA14 transistor and its 10 megohm resistor, which will shorten the nine second period quite substantially. If this part of the circuit is to generate a realistic delay period, then capacitor C1 needs to be very much larger, say a capacitor of 470 microfarad capacity. That will be an electrolytic capacitor, and they tend to have quite large leakage currents which will prevent them charging fully unless the current being fed into them is reasonably large. For that reason, we should change resistor R1 to 470K (470,000 ohms) which, with a 470 microfarad capacitor for C1, should give a delay time of about three and a half minutes.
There is another detail which needs to be checked, and that is the situation when the vehicle is parked long enough for the oxygen sensor to cool down below it’s 600 degree Fahrenheit working temperature. We want the time delay to occur if the engine is off for some time, but not to occur if the engine is switched off only briefly. For this to happen, it is suggested that a diode is placed across the timing resistor. This will have no effect when the circuit is powered up, but it will dis charge the capacitor when the circuit is powered down. We can slow down the rate of discharge by putting a high-value resistor in series with the discharge diode and that would make the circuit:
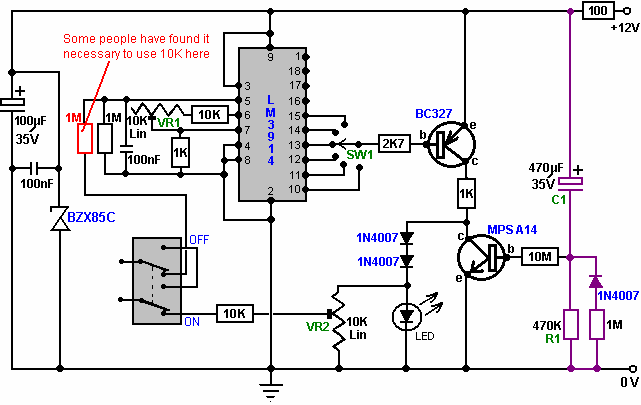
Circuit Operation:
Now that we have looked at each part of the circuit separately, let us look again at the way that the circuit operates. The main component is the LM3914 integrated circuit. This device is designed to light a row of Light Emitting Diodes (“LEDs”). The number of LEDs lit is proportional to the input voltage reaching it through it’s Pin 5. In this circuit, the integrated circuit is used to provide a reduced voltage to be fed to the fuel computer, rather than to light a row of LEDs. When the operating switch is set in it’s ON position, the sensor voltage is fed to Pin 5 through a 1 megohm resistor.
The sensitivity of this circuitis adjusted, so that when 500 millivolts (0.5 vol ts) is applied to Pin 5, the output on Pin 10 is just triggered. This is done by adjusting the 10K linear preset resistor “VR1” while placing a test voltage of 500 millivolts on Pin 5. This LM3914 Integrated Circuit is n ormally switched so that it samples the sensor voltage. The LM3914 chip provides ten separate output voltage levels, and the circuit is arranged so that any one of several of these can be selected by the rotary switch “SW1”. These ou tput voltages range from 50 millivolts on Pin 1 to 500 millivolts on Pin 10, with each output position having a 50 millivolt greater output than it’s neighbouring pin. This allows a wide range of control over the sensor feed passed to the fuel computer.
The input resistor/capacitor circuit provides filtering of the sensor signal. Because this circuit draws very little current, it is easily knocked out of correct operation through it’s input line picking up stray electrical pulses produced by the engine, particularly the vehicle’s ignition circuit. When the exhaust sensor heats up, the signal becomes cleaner and then the circuit starts operating correctly. The circuit includes a delay so that after start up, the output is held low for a few minutes to simulate a cold sensor. The sensor must be operating correctly before we send signals to the computer. The most common problem, if we don’t have this delay, is that the output will be high simply from the noise on the signal line. The computer will think the sensor is working, because it is high, and will cut back the fuel to make the signal go low. If that were to happen, we would end up with an over-lean fuel input to the engine, producing very poor acceleration.
The front panel LED is not just to show that the device is operating, but forms a simple voltage regulator for the output signal to the computer. When the engine is warmed up and running normally, the LED is lit when the output is high, and not lit when the output is low, so this LED should be flashing on and off.
The earth connection for the oxygen sensor is the exhaust system, which is firmly bolted to the engine. The computer earth is the vehicle body. A di fference of just 0.5 volts can make a large difference to the mixture. If the engine is not securely earthed to the vehicle body, then a voltage difference can exist between the two, and in this situation a volta ge difference of just 0 .5 volts would normally go unnoticed. We can’t afford to have that sort of voltage difference when trying to control the mixture accurately, so some investigation and adjustment is needed.
To do this, start the engine, switch the headlights on to high beam, then measure the voltage between the engine and the body. Use a digital volt meter. Any more than 50 millivolts (0.05 volts) means that there is a bad earth connection which need cleaning and tightening. Modern cars usually have more than one connection so look around. If you have trouble achieving a really good connection, then earth your circuit board directly on the engine rather than connecting it to a point on the bodywork of the vehicle. The most important item is to have a good quality signal voltage coming from the sensor, since the operating range consists of quite low voltages. The components and tools needed for building this circuit are shown later, but for now, consider the setting up and testing of the unit so as to understand better what is needed.
Adjusting on the Bench
When the circuit has been constructed to the testing stage, that is, with all components in place except for the timing capacitor “C1”, and before the power is turned on, plug the Integrated Circuit chip into its socket mounted on the board. Be very careful doing this as the chip can be destroyed by static electricity picked up by your body. Professionals wear an electrical earth wrist strap when handling these devices, so it would be a good idea to touch a good earth point such as a metal-pipe cold water system just before handling the chip.
It is vital that you install the IC chip, the correct way round or it may be damaged. The circuit board layout shows which way round it goes. The chip has a semi-circular indentation at one end to show which end is which, so be careful that the indentation is positioned as shown on the board layout in the section which shows how the board is built. Some manuf acturers use a dot rather than a semi-circular indentation to mark the end of the chip which has Pin 1 in it.
Make up the test voltage device. We need something to give us an adjustable voltage in the range 0 to 1 volt. A very easy way to get this is to use a 10K resistor and a 1K variable resistor (called a “potentiometer” by some people) and connect them across the 12 volt battery, as shown here:
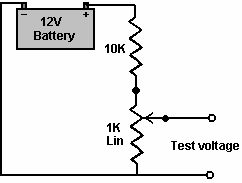
This gives us a voltage in the correct range when the shaft of the variable resistor is turned. Power up the circuit board by switching the 12 volt battery through to the board. Adjust the test-voltage source to 500 millivolts (0.5 volts) and apply it to the board’s input (where the sensor connection will be made when it is installed in the vehicle). Set the switch to the “Richest” position, that is, with the switch connected to Pin 10 of the chip.
Now, using a flat-blade screwdriver, adjus t the sensitivity control preset resistor “VR1” so that the output LED is just lit. Leave the preset resistor in that position and adjust the test voltage lower and higher to test that the LED turns on and off in response to the varying voltage at the input to the circuit. The LED should come on at 0.5
volts, and go off just below 0.5 volts. The other outputs, which can be selected by the rotary switch “SW1”, will be about 50 millivolts lower for each position of the switch away from it’s “Richest” setting on Pin 10.
Now, with the output high and the LED lit, use a flat-bladed screwdriver to adjust the preset resistor “VR2” to set the output voltage being sent to the computer to about 1.0 volts. When this has been set, lower the input voltage so that the LED goes out. The output voltage should now be at zero volts. If this is what happens, then it shows that the circuit is operating correctly.
If this board is not in place, the sensor will cause the fuel computer to make the fuel mixture richer so as to maintain a 500 millivolt voltage from the sensor. With the circuit in place and set to i ts “Richest” setting, exactly the same thing happens. However, if the rotary switch is moved to its next position, the fuel computer will maintain the fuel feed to maintain a 450 millivolt output, which is a leaner fuel -to-air mixture. One step further around and the fuel computer will make the mix even leaner to maintain a 400 millivolt output from the circuit board, which the fuel computer thinks is coming from the exhaust oxygen sensor.
If your circuit board does not operate as described, then power it down and examine the circuit board again, looking for places where the solder connections are not perfect. There may be somewhere where the solder is bridging between two of the copper strips, or there may be a joint which looks as if it is not a good quality joint. If you find one, don’t solder anywhere near the IC chip as the heat might damage the chip. If necessary, earth yourself again, remove the chip and put it back into the anti-static packaging it came in, before repairing the board. If the components are all correctly positioned, the copper tracks broken at all the right places and all solder joints looking good and well made but the board still is not working correctly, then it is likely that the IC chip is defective and needs to be replaced.
Next, install the delay capacitor “C1”. Set the test voltage above 500 millivolts and turn the power on again. It should take about three minutes for the LED to come on. If you want to shorten this delay, then change the timing resistor “R1” for a resistor of a lower value. To lengthen the delay, replace the timing capacitor “C1” with a capacitor of larger value. If you find that the oxygen sensor heats up quickly, then you can reduce the length of the delay. Having too long a delay is not ideal, since the computer will be adding extra fuel to make the mixture richer.
It is suggested that the rotary switch should be set to have only six switch positions (by moving it’s end -stop lug washer), so initially, connect the IC chip output pins 10 through 15 to the switch. You can choose to connect the wires to the switch so that the mixture gets richer when you turn the knob clockwise, or if you prefer, you can wire it in the reverse order so that the mixture ge ts richer when you turn the knob counter -clockwise.
Testing in the Car
You can now test the device in the vehicle but don’t install it yet. Look in the engine compartment and locate the oxygen sensor. If you have difficulty in finding it, get a copy of the Clymer or Haynes Maintenance Manual for your vehicle as that will show you the position. If your vehicle has two sensors, then select the one nearest to the engine. If your sensor has five wires running to it, then it is a “wideband” sensor which measures both the oxygen content and the amount of unburnt fuel, and unfortunately, the type of circuit described here will not control it.
Start the vehicle and allow the oxygen sensor to warm up for a couple of minutes. Remember that there is a delay built in to the circuit, so after a few minutes you should see the LED start to flash. Rev the engine and the LED will stay on. When you release the throttle, the LED will go out for a while. A flashing LED is what you want to see. The rate of flashing will be somewhere between 1 and 10 times per second, most likely around 2 per second. Confirm that the LED goes out when you switch off the circuit board On/Off switch mounted on the dashboard.
Now comes the exciting bit, cutting the oxygen sensor wire and inserting the controller. Turn the engine off and cut the wire in a convenient place. Use crimp connectors on the wire ends. Use a matching pair on the wire which you just cut, in case you need to reconnect it, as shown here:

When set up like this, the male connector furthest on the left could be plugged into the female connector furthest on the right and the circuit board removed. Be sure to insulate the sensor and fuel computer plug/socket connections to make quite sure that neither of them can short-circuit to any part of the body. There is no need to insulate the earth connection as it is already connected to the body of the vehicle. Although not shown in the diagram, you could also put a male and female crimp connector pair on the earth cable. If your sensor has only one wire coming from it, then you best earth connection is to a solder-tag connector placed under a bolt on the engine. If you do that, be sure to clean all grease, dirt, rust, etc. off the underside of the bolt head and the area around the bolt hole. Push a paper towel into the bolt hole before doing this to make sure that no unwanted material ends up in the bolt hole and use wet-and-dry paper to really clean the surfaces. The objective here is to make sure that there is a very good electrical connection with shiny metal faces clamped firmly together.
Installing the C ontroller
Now, install the circuit board in the vehicle. For the 12 volt supply, find a connection which is switched on and off by the vehicle’s ignition switch. Don’t drive the car yet, do this test in the driveway. With the front panel switch in it’s “Off” position, start the car and check that it runs normally. Set the front panel rotary switch to the Richest position (connected to the IC’s Pin 10) and switch the circuit board toggle switch to it’s “On” position. The car is now running with a modifi ed oxygen sensor signal although the mixture is still the same. The vehicle performance should be completely normal. Drive the vehicle with this setting for a while to prove that the system is working reliably before changing to any of the lower settings. When you are satisfied that everything is in order, try the next leanest setting on the rotary switch and see how it runs.
It is important that there should be no hesitation in the engine performance and no knocking or “pinking” as that is an indication that the mix is too lean and the engine is liable to overheat. This circuit is intended for use with an electrolyzer, so your electrolyzer should be set up and working for these tests. The electrolyzer will tend to make the engine run cooler and offset any tendency towards overheating.
Building the Circuit Board
Although the above information has been presented as if the board has already been built, the actual construction details have been left until now, so that you will already have an understandi ng of what the circuit is intended to do and how it is used.
It is likely that you will know somebody (neighbour, friend, relative,...) who has the necessary equipment and skills. If so, borrow the equipment, or better still, recruit the person to help with the construction. It is very likely that anybody owning the equipment would be very interested in your project and more than willing to help out.
However, the rest of this document will be written on the assumption that you cannot find anybody to help and have had to buy all of the necessary equipment. This project is not difficult to build, so you will almost certainly be successful straight off.
The tools which you will need, are:
-
A soldering iron with a fine conical tapering tip (probably 15 watts power rating)
-
Some “Multicore” resin solder. This is special solder for electronics construction work and is quite different from plumber’s solder which is not suitable for this job.
-
A pair of long -nosed pliers (for holding component wires when soldering them in place)
-
Something for cutting and cleaning wires and stripping off insulation coverings. I personally prefer a pair of “nail” scissors for this job. Others prefer a pair of wire cutters and some sandpaper. You get whatever you feel would be the best tool for doing these tasks.
-
A 1/8 inch (3 mm) drill bit (for making bolt holes in the strip -board and for breaking the copper strips where needed) and a 3/8 inch (9 mm) drill and bit for mounting the switches on the plastic box.
-
A coping-saw or similar small saw for cutting the rotary switch shaft to the optimum length.
-
A small screwdriver (for tightening knob grub screws).
-
A crimping tool and some crimp connectors.
-
A multimeter (preferably a digital one) with a DC voltage measuring range of 0 to 15 volts or so.
-
(Optional) a magnifying glass of x4 or higher magnifi cation (for very close examination of the soldering)
Soldering
Many electronic components can be d amaged by the high temperatures they are subjected to when being soldered in place. I personally prefer to use a pair of long-nosed pliers to grip the component leads on the upper side of the board while making the solder joint on the underside of the board. The heat running up the component lead then gets diverted into the large volume of metal in the pair of pliers and the component is protected from excessive heat. On the same principle, I always use an Integrated Circuit socket when soldering a circuit board, that way, the heat has dissipated fully before the IC is plugged into the socket. It also has the advantage that the IC can be replaced without any difficulty should it become damaged.
If you are using CMOS integrated circuits in any construction, you need to avoid s tatic electricity. Very high levels of voltage build up on your clothes through brushing against objects. This voltage is in the thousands of volts range. It can supply so little current that it does not bother you and you probably do not notice it. CMOS devices operate on such low amounts of current that they can very easily be damaged by your static electricity. Computer hardware professionals wear an earthing lead strapped to their wrists when handling CMOS circuitry. There is no need for you to go that far. CMOS devices are supplied with their leads embedded in a conducting material. Leave them in the material until you are ready to plug them into the circuit and then only hold the plastic body of the case and do not touch any of the pins. Once in place in the circuit, the circuit components will prevent the build up of static charges on the chip.
Soldering is an easily-acquired skill. Multi-cored solder is used for electronic circuit soldering. This solder wire has flux resin contained within it and when melted on a metal surface, the flux removes the oxide layer on the metal, allowing a proper electrical and mechanical joint to be made. Consequently, it is important that the solder is placed on the joint area and the soldering iron placed on it when it is already in position. If this is done, the flux can clean the joint area and the joint will be good. If the solder is placed on the soldering iron and then the iron moved to the joint, the flux will have burnt away before the joint area is reached and the resulting joint will not be good.
A good solder joint will have a smooth shiny surface and pulling any wire going into the joint will have no effect as the wire is now solidly incorporated into the joint. Making a good solder joint takes about half a second and certainly not more than one second. You want to remove the soldering iron from the joint before an excessive amount of heat is run into the joint. It is recom mended that a good mechanical joint be made before soldering when connecting a wire to some form of terminal (this is often not possible).
The technique which I use, is to stand the solder up on the workbench and bend the end so that it is sloping downwards towards me. The lead of the component to be soldered is placed in the hole in the strip-board and gripped just above the board with long-nosed pliers. The board is turned upside down and the left thumb used to clamp the board against the pliers. The board and pliers are then moved underneath the solder and positioned so that the solder lies on the copper strip, touching the component lead. The right hand is now used to place the soldering iron briefly on the solder. This melts the solder on the joint, allowing the flux to clean the area and producing a good joint. After the joint is made, the board is still held with the pliers until the joint has cooled down.
Nowadays, the holes in the strip-board are only 1/10 inch (2.5 mm) apart and so the gaps between adjacent copper strips is very small indeed. If you solder carefully, there should be no problem. However, I would recommend that when the circuit board is completed, that you use a magnifying glass to examine the strip side of the board to make quite sure that everything is perfectly ok and that solder does not bridge between the copper strips anywhere. Before powering up the circuit, double-check that all of the breaks in the copper strips have been made correctly. Here is a pos sible layout for the componen ts on the strip-board:
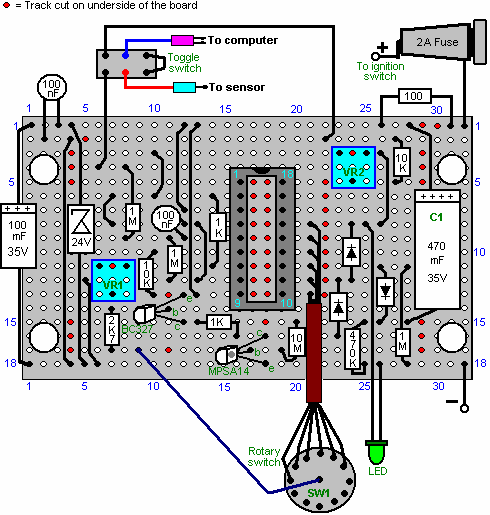
If this board is turned over horizontally, the underside will look like this:
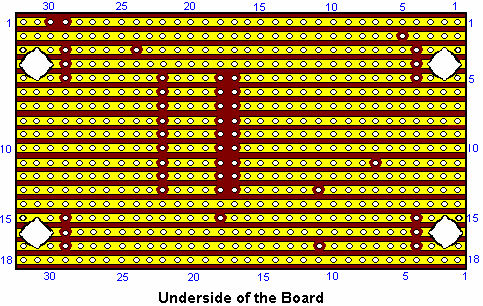
This shows where the breaks in the copper strips need to be made using a 1/8 inch (3 mm) drill bit.
To construct this circuit, cut a piece of strip-board which has 18 strips, each wi th 32 holes. That is a board size of about two inches (50 mm) by just over three inches (85 mm). Mount the components on the board, working from one end as the installation is easier if you have a clear boa rd to work across. If you are right-handed, then start at the left hand side of the board and work towards the right, installing all components as you go. If you are left-
handed, then mount the components starting with the right hand side of the board and working towards the left hand side.
Having said that, it is probably easier if you put all of the wire jumpers in place as the first step. The best wire for this is solid core wire of the type used in telephone wiring, as it is easy to cut, easy to remove the insulation and it lies flat on the board, clear of all of the other holes. So, start with the wire jumpers and then install the electronic components working across the board.
The jumper wires lie flat on the board, and like the other components, have about 2 mm of clean wire projecting through the copper strip before the solder joint is made.
The wires coming off the board should be of the type which have several thin wires inside the insulation, as these are more flexible and withstand the vibration of a vehicle in motion, better than solid core wire. If you have just one reel of wire, then be sure to label the far end of each piece mounted on the board, the moment you have soldered it in place. These labels will help avoid errors when mounting in the case, if you do not have different coloured wires.
The completed circuit board can be mounted in a small plastic box of the type which has a lid held in place by screws. It may be convenient to screw or bolt the case to the underside of the dashboard and then screw the lid in place, covering the mounting screws:
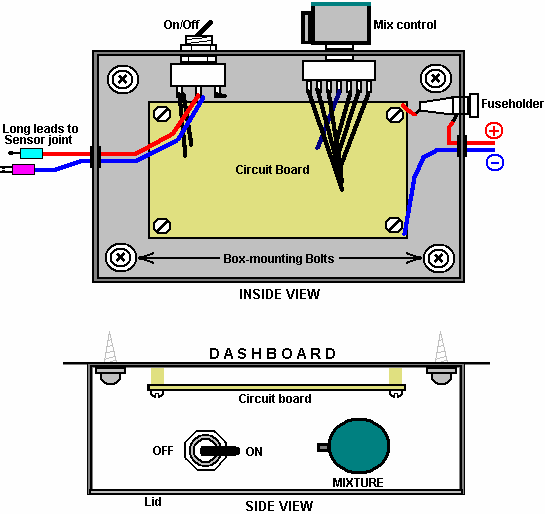
The components in this circuit are not critical and any near-match alternatives can be used. In the event that the MPSA14 D arlington-pair transistor is not available, then two general-purpose high-gain silicon transistors like the BC109 or 2N2222A can be substituted. Just connect them like this:
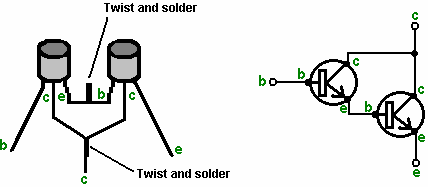
The emitter of the first transistor is connected to base of the second and the two collectors are connected together. If the transistors have metal cases, then make sure the emitter/base connection cannot touch either case as the cases are often connected internally to the collectors. If each transistor has a gain of only 200, then the pair will have a combined gain of 40,000 times. That means that the base current need only be 40,000 times less than the collector current of the second transistor.
The BC327 transistor can be replaced by almost any other silicon PNP transistor in this circuit as the gain does not need to be great and the power rating is very small. The following is a list of the main electronic components needed for the construction of this circuit as described here. There are several suppliers who are able to supply all of these components and the most suitable depends on where you are located. If there is any difficulty, try an internet search, and if that fails, ask for help in one or more of the Yahoo enthusiast groups such as ‘watercar’, ‘hydroxy’ or any of the electronics Groups.
Electronix Express http://www.elexp.com/index.htm Radio Shack http://www.radioshack.com/home/index.jsp And for a UK supplier:
ESR http://www.esr.co.uk Tel: 01912 514 363
While the components listed above are the parts needed to construct the electronics board, the following items may be needed in addition when testing and installing the board in a vehicle:
I should like to express my sincere thanks to the various members of the ‘watercar’ Group who provided the technical information and patient support which made this document possible.
An alternative: As the signal coming from the oxygen sensor to the vehicle’s ECU fuel compute r needs to be raised slightly to allow for the much cleaner exhaust produced when a booster is being used, an alternative solution has been suggested and tested. The idea is to add a small, adjustable voltage to the signal already coming from the oxygen sensor. This voltage can be from a single ‘dry-cell’ battery and adjusted with a variable resistor:
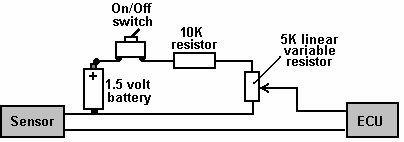
The circuit shown here allows a voltage anywhere from zero to 0.5 volts to be added to the oxygen sensor signal . This must not be done unless a booster is running. Using it without a booster is liable to lead to engine overheating and possible valve damage. This, of course, applies to the previous oxygen sensor signal adjusting circuit as well.
The Zach West Electrolyser . As has already been mentioned, Zach West of the USA has recently produced an electrolyser for his motorcycle. Zach’s 250 cc motorcycle can run on the output of the electrolyser and Zach estimates the output as being 17 litres per minute of hydroxy gas.
Shigeta Hasebe designed, built, tested and patented a spiral DC electrolyser. His bench tests show that he was achieving ten times the maximum rate that Faraday considered possible. To be perfectly fair, Shigeta used two powerful magnets in addition to the DC current so his power input was somewhat higher than Faraday’s. Interestingly, Shigeta was disappointed with his resul ts as his theory indicated that he should be getting twenty times the Faraday maximum. In passing, Bob Boyce regularly achieves more than double the Faraday “maximum” using straightDC power and no magnets.
Shigeta’s electrodes are arranged like this:
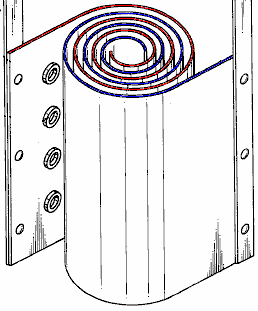
A spiral shape like this is very difficult to produce accurately in stiff metal, but a fairly similar electrode shape can be produced with the help of a length of plastic pipe. This is a description of an electrolyser design by Zach West and which is neither a difficult or particularly expensive device to build. Unlike Shigeta ’s design, Zach’s electrodes are a helix shape where the gap between the coiled electrodes remains the same, unlike a spiral where the gap decreases progressively as the centre is approached.
Please note that this document is intended for information purposes only and is not intended to be instructions for constructing a unit of this nature. Should you decide to do so contrary to the intentions of this document, then you do so entirely at your own risk, and no responsibility whatsoever for your actions rests with anyone connected with
the production or display of this material. Anything which you decide to do is entirely your own responsibility, and you should be aware that this device is not a toy, and the gases produced by electrolysis are highly dangerous and explosive.
In broad outline, Zach’s electrolyser is fed water from a water tank to keep it topped up. The electrolyser contains several pairs of electrodes which split the water into hydrogen and oxygen when fed with electrical signals from the electronics, which is powered by the battery system of the motorcycle. The gas produced by the electrolyser is fed to a dual -purpose container, which prevents any accidental igniting of the gases from travelling back to the electrolyser (a “bubbler”) and which removes most of the oxygen from the gas feed to the engine (a “separator”).
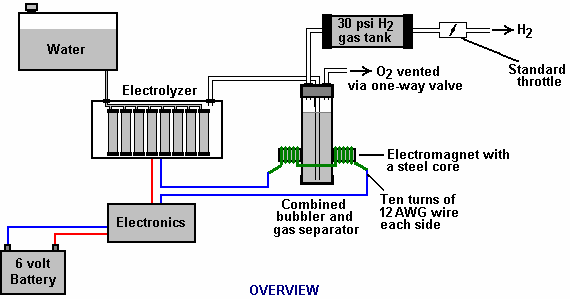
There are some unusual design details which need to be explained. Firstly, the hydrogen gas output from the electrolyser is not fed directly to the engine but instead it goes to a pressure tank which is allowed to build up to thirty pounds per square inch before the engine is started. The gas in the pressure tank having passed through the bubbler, will have water vapour in addition to the hydrogen, and that water vapour is beneficial to the operation of the engine, turning into flash-steam during the power stroke. The majority of the oxygen produced by the electrolysis is vented away through a 30 psi one-way valve which is included to keep the pressure inside the bubbler (and the electrolyser) at the 30 psi level.
This has an additional advantage in that it allows an ultra-simple water top-up system. This water supply system operates by having an air -tight supply tank positioned at a higher level than the electrolyser. A small diameter (1/4”) plastic tube from the supply tank feeds through the top of the electrolyser and straight down, terminating at exactly the electrolyte surface level wanted in each of the electrolyser tubes. When the electrolysis lowers the electrolyte level below the bottom of the pipe, a bubbles of gas pass up the tube allowing some water to flow from the tank to raise the electrolyte surface level back to its design position. This is a very neat passive system needing no moving parts, electrical supply or electronics but yet one which accurately controls the electrolyte level. One essential point is that the water tank needs to be rigid so that it will not flex and the filler cap needs to be air-tight to prevent the entire tank discharging into the electrolyser. Another point to remember when topping up the water tank is that the tank contains a mix of air and hydroxy gas above the wate r surface and not plain air.
Now, to cover the design in more detail. The electrolyser contains eight pairs of electrodes. These electrode pairs are coiled around in “swiss-roll” style and inserted into a length of 2 inch (50 mm) diameter plastic pipe, ten inches (250 mm) tall. The electrodes are each made from a 10 inch (250 mm) by 5 inch (125 mm) of 316L-grade stainless steel shimstock which is easy to cut and work.
Each electrode sheet is cleaned carefully, and wearing rubber gloves, cross-scored using coarse sandpaper in order to produce a very large number of microscopic mountain peaks on the surface of the metal. This increases the surface area and provides a surface which makes it easier for gas bubbles to break away and rise to the surface. The electrodes are rinsed off with clean water and then coiled round to form the required shape and inserted into a length of plastic pipe as shown here:

As the springy metal pushes outwards in an attempt to straighten up again, spacers are used to keep them evenly separated along their whole length by inserting 1/8” thick vertical spacer strips. The connections to the plates were made by drilling a hole in the corner of the plate, splitting the stranded wire, inserting the wire through the hole from both sides, turning it back on itself and making a wire-to-wire solder joint on both sides of the steel. The joint is then insulated with silicone.
An unusual feature of this design is that each of the electrode pairs is effectively a separate electrolyser in its own right as it is capped top and bottom, and effectively physically isolated from the other electrodes. The water feed comes through the top cap which has a hole drilled in it to allow the gas to escape. The electrical wires (AWG #12 / SWG 14) are fed through the base and sealed against leakage of electrolyte. Each of these units has some electrolyte stored above it, so there is no chance of any part of the electrode surface not being able to generate gas. There is also a large amount of freeboard to con tain splashes and sloshing without any being able to escape from the container. The end caps are standard PVC caps available from the supplier of the PVC piping, as is the PVC glue used to seal them to the pipe.
Eight of these electrodes are place d in a simple electrolyser case and conne cted together in pairs as shown here:
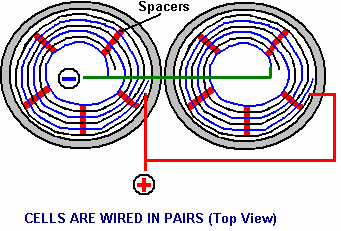
It is always difficult to make a good electrical connection to stainless steel plates if space is restricted as it is here. In this instance, the electrical wire is wrapped tightly through a drilled hole and then soldered and insulated. The soldering is only on the wire as solder will not attach to stainless steel.
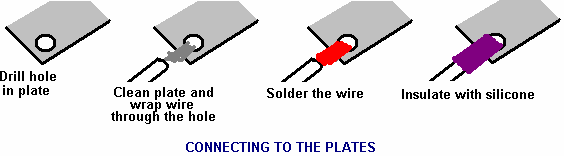
Pairs of pipe-enclosed electrode spirals are then daisy-chained inside the electrolyser as shown here:

Many years of experimentation and testing have shown that 316L-grade stainless steel is the most suitable material for electrodes, but surprisingly, stainless steel is not totally electrically conductive as you would expect. Each electrode causes a voltage drop of nearly half a volt, and so careful surface preparation, cleansing and conditioning are needed to get top performance from the electrodes. This process is described in detail later on.
The construction which Zach has used is very sensible, utilising readily available, low-cost PVC piping. The spiral electrodes are inside 2” diameter pipe and the bubbler is also 2” diameter PVC pipe. At this time, Zach only uses
one bubbler, but a second one is highly desirable, located between the storage tank and the engine and positioned as close to the engine as possible. This extra bubbler does two things, most importantly, it prevents the gas in the storage tank being ignited by a backfire caused by a valve sticking slightly open and secondly, it removes every last trace of potassium hydroxide fumes, protecting the life of the engine. This is a big gain for such a simple addition.
The gas storage tank is also made from PVC pipe, this time, 4 inch (100 mm) diameter, 14 inches (350 mm) long with standard end caps fixed in place with PVC glue as shown below. This is a compact and effective arrangement well suited for use on a motorcycle where spare space is not readily available. The majority of this extra equipment is mounted in the bike’s panniers, which is a neat arrangement.
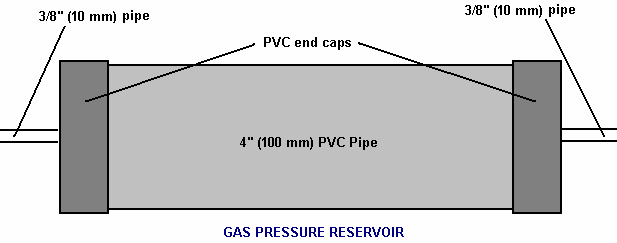
The electric drive to the electrolyser is from a Pulse Width Modulator (“DC Motor speed controller”) bought from the Hydrogen Garage:
http://stores.homestead.com/hydrogengarage/Categories.bok?category=ELECTRICAL+%2F+CIRCUITS&search path=26438930&start=9&total=12
As this unit is rated at 15 Amps maximum, Zach added another 15 Amp rated FET transistor in parallel to the output s tage to raise the current capacity to 30 Amps. A fuse protects against accidental short circuits and a relay is used to control when the electrolyser is to be producing gas. The connecting wire is AWG #12 (SWG 14) which has a maximum continuous current capacity of just under ten amps, so although the current peaks may be twenty amps, the average current is much lower than that.
Two electromagnets outside the bubbler, positioned 2.5 inches (65 mm) above the base, are connected as part of the electrical supply to the electrolyser, and these cause most of the oxygen and hydrogen bubbles to separate and exit the bubbler through different pipes. There is a divider across the bubbler to assist in keeping the gases from mixing again above the water surface. The bubbler also washes most of the potassium hydroxide fumes out of the gas as the bubbles rise to the surface, protecting the engine as these fumes have a very destructive effect on engines.
The objective with any hydroxy system is to have the minimum amount of gas between the bubbler and the engine in order to smother any ignition of the gas in the unlikely event of a backfire. In this system, the gas storage tank contains a very large amount of gas, though admittedly it is not full hydroxy gas thanks to the electromagnet separation system, but nevertheless, it would be most advisable to have a second bubbler
between the gas storage tank and the engine, positioned as close to the engine as possible. H ydroxy gas produces a very high-speed shock -wave when it is igni ted so the bubbler needs to be of strong construction to withstand this. No pop-off bubbler cap or flash-back devi ce acts fast enough to contain a hydroxy shock-wave, so make the bubbler housing strong to withstand the pressure wave.
Zach’s electrolyser arrangement is like this:
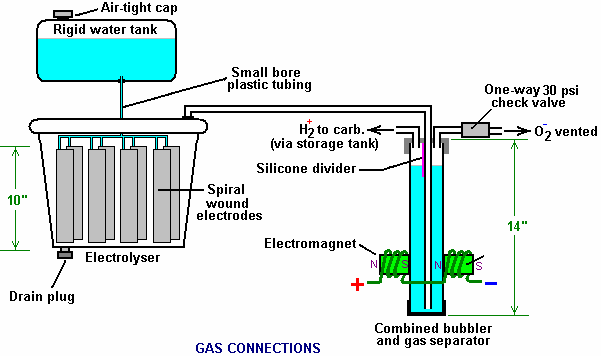
It must be realised that the water tank, electrolyser, bubbler/separator and hydrogen holding tank, all operate at thi rty pounds per square inch. This means that each of these containers must be robust enough to withstand that pressure quite easily. It also means that the 30 psi one-way check valve on the oxygen venting pipe is an essential part of th e design as well as being a safety feature. As a bubble of gas from the electrolyser escapes into the water tank every time a drop of water feeds to the electrolyser, the contents of the water tank above the water surface becomes a stronger and stronger mix of air and hydroxy. Consequently, it soon becomes an explosive mixture. It is common for static electricity to build up on a tank of this nature, so it will be very important to earth both the tank and its cap before rem oving the cap to fill the tank with water.
The electrolyser has a potassium hydroxide (KOH) solution in it. The electrolysis process produces a mixture of hydrogen, oxygen, dissolved gases (air) and potassium hydroxide fumes. The water in the bubbler washes out most of the potassium hydroxide fumes, becoming a more dilute form of the electrolyte as the system is used.
Potassium hydroxide is a true catalyst and while it promotes the electrolysis pro cess, it does not get used up during electrolysis. The only loss is to the bubbler. Standard practice is to pour the contents of the bubbler into the electrolyser from time to time, filling the bubbler again with fresh water. Potassium hydroxide has been found to be the most effective catalyst for electrolysis but it has a very bad effect on the engine if it is allowed to enter it. The first bubbler is very effective in removing the potassium hydroxide fumes, but many people prefer to take the scrubbing process a step further by placing a second bubbler in the line, in this instance, between the hydrogen pressure tank and the engine. With two bubblers, absolutely no potassium hydroxide fumes reach the engine.
When running with hydroxy gas as the only fuel, it is essential to adjust the timing of the spark so that it occurs after Top Dead Centre. The timing on this bike is now set at 8 degrees after TDC.
If an engine is run without any fossil fuel at all, then timing adjustments need to be made. Hydrocarbon fuels have large molecules which do not burn fast enough to be efficient inside the cylinder of an engine. What happens is that for the first fraction of a second after the spark plug fires, the molecules inside the cylinder split up into much smaller particles, and then these smaller particles burn so fast that it can be described as an explosion:
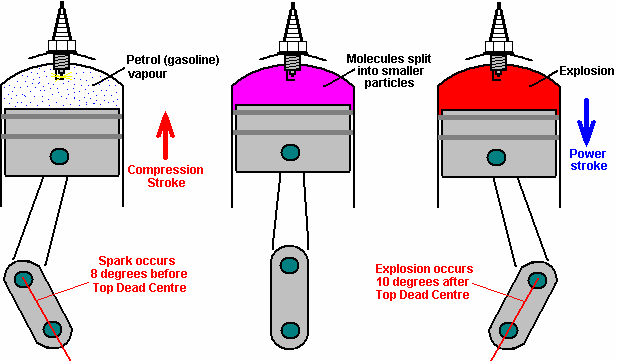
Because of the delay needed for the conversion of the hydrocarbon molecules to smaller particles, the spark is arranged to occur before the Top Dead Centre point. While the molecules are splitting up, the piston passes its highest point and the crankshaft is some degrees past Top Dead Centre before the driving pressure is placed on the head of the piston. This driving force then reinforces the clockwise rotation of the crankshaft shown in the diagram above and the motor runs smoothly.
That will not happen if hydroxy gas is substituted for the petrol vapour. Hydroxy gas has very small molecule sizes which do not need any kind of breaking down and which burn instantly with explosive force. The result is as shown here:
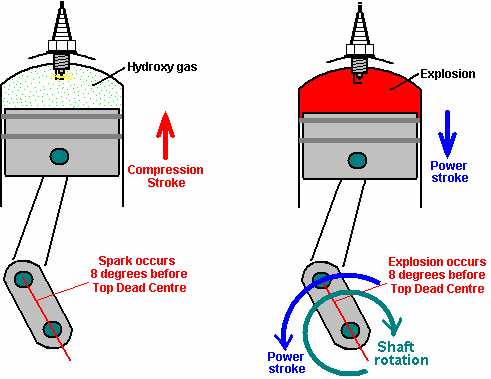
Here, the explosion is almost instantaneous and the explosion attempts to force the piston dow nw ards. Unfortunately, the crankshaft is trying to drive the piston upwards past the Top Dead Centre (‘TDC’) point, so the explosion will not help the engine run. Instead, the explosion will stop the crankshaft rotating, overload the crankshaft and connecting rod and produce excessive pressure on the wall of the cylinder.
We do not want that to happen. The solution is to delay the spark until the piston has reached the position in its rotation where we want the explosion to take place - that is, in exactly the same place as it did when using petrol as a fuel.
In the example above, the spark would be retarded (delayed) from 8 degrees before TDC to 8 degrees after TDC, or 16 degrees overall. The spark is ‘retarded’ because it needs to occur later in the rotation of the cran kshaft. The amount of retardation may vary from engine to engine, but with hydroxy gas, the spark must never occur before TDC and it is preferable that the crankshaft has rotated some degrees past TDC so that most of the push from the piston goes to turn the crankshaft and as little as possible in compressing the cr ankshaft.
Waste Spark
One obvious application for a device such as this is to power a standard electrical generator and use part of the generator’s output to power the electrolyser once the generator gets going. While this looks like a good idea, there are some practical issues which need to be dealt with.
Firstly, as detailed above, when running an internal combustion engine on hydroxy gas, it is essential to delay the spark until several degrees after Top Dead Centre. This may be difficult or impossible to do on some generators, so a careful examination of the engine details should be made before buying the generator. It is much easier to choose carefully than to be faced with a difficult timing adjustment on an engine which was never intended to have the timing adjusted.
Secondly, it is cheaper for the manufacturer to operate the spark from the output shaft of the engine rather than taking a linkage from the camshaft of a four-stroke engine. This generates a spark for every revolution of the outpu t shaft. But, a four-stroke engine only needs a spark on every second revolution, so the extra spark is not needed and so is called a “waste” spark as it is w asted since there is no gas for it to ignite.
This waste spark is harmless when the engine is being run on fossil fuel which needs a spark timing before Top Dead Centre. The waste spark is most definitely not harmless when the timing is altered to some degrees after Top Dead Centre as needed by hydroxy gas operation. In this instance, when the waste spark occurs, the intake valve will be open creating a continuous path to the bubbler, and the waste spark will ignite the gas. It is absolutely vital to suppress any waste spark, and that is seldom an easy thing to do.
The spark timing needs to be mechanically linked to the position of the cam shaft, with either a contact on the cam shaft or a valve, or a 2:1 gearing down of the drive shaft as no electronic circuit can distinguish one particular pulse from a long row of identical p ulses. It is easy to build an electronic circuit to suppress every second spark, but there is no way of knowing which spark to suppress. Pick the wrong spark and you instantly blow the gas supply. All the sparks look the same so you have a 50% chance of picking the wrong spark to suppress, so a contact or sensor on the cam shaft or a valve is essential whether or not an electronic circuit is used. An alternative is to take the timing from an external shaft, geared down to half the speed of the drive shaft as that is essentially a replication of the cam shaft.
So, when considering what generator to buy, you need to check the electrical power output, the noise level, the timing adjustment and if there is a waste spark and how easy it would be to avoid it.
Handling the electrolyte
This electrolyser design uses potassium hydroxide solution in the electrolyser itself and fresh water in the water tank as the potassium hydroxide is a true catalyst which assists the electrolysis process but does not get used up in the reaction. Potassium hydroxide is a strong caus tic material and considerable care needs to be taken when preparing it. Here is the safety advice given by Bob Boyce, who is a most experienced and able builder of high- efficiency electrolysers and his instructions should be followed carefully in every respect when handling potassium hydroxide and preparing stainless steel for use in an electrolyser:
Mixing Potassium Hydroxide Solution
Potassium hydroxide is also known as “caustic potash” and it is highly caustic. Consequently, it needs to be handled carefully and kept away from contact with skin, and even more importantly, eyes. If any splashes come in contact with you, it is very important indeed that the affected area be immediately rinsed off with large amounts of running water and if necessary, the use of vinegar which is acidic.
This electrolyser design requires you to make up a weak solution of potassium hydroxide. This is done by adding small amounts of the potassium hydroxide to distilled water held in a container. The container must not be glass as most glass is not high enough quality to be a suitab le material in which to mix the electrolyte.
Potassium hydroxide, also called KOH or “Caus tic Potash”, can be bought in small quantities from soap making supply outlets. One suitable outlet is Summer Bee Meadow at www.summerbeemeadow.com in their “Soapmaking Supplies” section. Another provider who supplies small quantities at reasonable cost is https://www.saltcitysoapworks.com/newshop/product_info.php?cPath=25&products_id=106&osCsid=07d7dba060 277e6c8a157be165490541. While Potassium hydroxide is the very best electrolyte, it needs to be treated with care:
Always store it in a sturdy, air-tight container which is clearly labelled "D ANGER! - Potassium Hydroxide". Keep the container in a safe place, where it can’t be reached by children, pets or people who won't take any notice of the label. If your supply of KOH is delivered in a strong plastic bag, then once you open the bag, you should transfer all its contents to sturdy, air-tight, plastic storage containers, which you can open and close without risking spilling the contents. Hardware stores sell large plastic buckets with air tight lids that can be used for this purpose.
When working with dry KOH flakes or granules, wear safety goggles, rubber gloves, a long sleeved shirt, socks and long trousers. Also, don’t wear your favourite clothes when handling KOH solution as it is not the best thing to get on clothes. It is also no harm to wear a face mask which covers your mouth and nose. If you are mixing solid KOH with water, always add the KOH to the water, and not the other way round, and use a plasti c container for the mixing, preferably one which has double the capacity of the finished mixture. The mixing should be done in a well-ventilated area which is not draughty as air currents can blow the dry KOH around.
When mixing the electrolyte, ne ver use warm water. The water should be cool because the chemical reaction between the water and the KOH generates a good deal of heat. If possible, place the mixing container in a larger container filled with cold water, as that will help to keep the temperature down, and if your mixture should “boil over” it will contain the spillage. Add only a small amount of KOH at a time, stirring continuously, and if you stop stirring for any reason, put the lids back on all containers.
If, in spite of all precautions, you get some KOH solution on your skin, wash it off with plenty of running cold water and apply some vinegar to the skin. Vinegar is acidic, and will help balance out the alkalinity of the KOH. You can use lemon juice if you don't have vinegar to hand - but it is always recommended to keep a bottle of vinegar handy.
Plate Cleansing and Conditioning
Experience has shown that the best material for use as electrodes in this electrolyser design is 316L-grade stainless steel. The preparation of the plates is one of the most important steps in producing an electrolyser which works well. This is a long task, but it is vital that it is not skimped or hurried in any way. Surprisingly, brand new shiny stainless steel is not particularly suitable fo r use in an electrolyser and it needs to receive careful treatment and preparation before it will produce the expected level of gas output.
The first step is to treat both surfaces of every plate to encourage gas bubbles to break away from the surface of the plate. This could be done by grit blasting, but if that method is chosen, great care must be taken that the grit used does not contaminate the plates. Stainless steel plates are not cheap and if you get grit blasting wrong, then the plates will be useless as far as electrolysis is concerned. A safe method which Bob much prefers is to score the plate surface with coarse sandpaper. This is done in two different directions to produce a cross-hatch pattern. This produces microscopic sharp peaks and valleys on the surface of the plate and those sharp points and ridges are ideal for helping bubbles to form and break free of the plate.
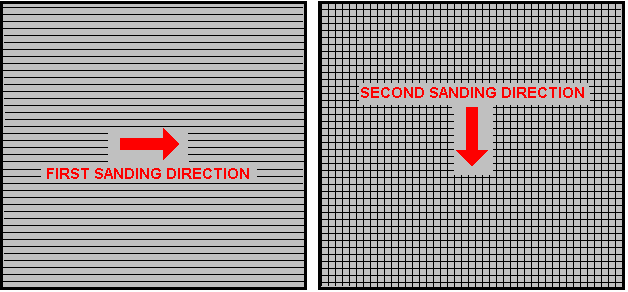
Bob Boyce uses a 6-inch x 48-inch b elt sander which is great for preparing the plates and he uses it all the time now with 60 or 80 grit. Always wear rubber gloves when handling the plates to avoid getting finger marks on the plates. Wearing these gloves is ve ry important as the plates must be kept as clean and as grease-free as possible, ready for the next stages of their preparation.
Any particles created by the sanding process should now be washed off the plates. This can be done with clean tap water (not city water though, due to all the chlorine and other chemicals added), but only use distilled water for the final rinse.
Prepare a 5% to 10% (by weight) KOH solution and let it cool down. Never handle the plates with your bare hands, but always use clean rubber gloves. Wind the plate material into its spiral shape with two layers of 1/8” (3 mm) spacing material such as leather between the pl ates and projecting well beyond one end. Wind the plates into the spiral shape (strictly speaking, a helix shape) and slide them into a cut length of the plastic tube. The springy plates expand to press against the inside of the plastic pipe. Pull the spacing material out slightly and start inserting 1/8” x 1/8” five inch long spacers be tween the plates. Keep on pulling the spacing sheets out and pushing the spacing strips in until they are inserted the full length of the plates.
Fill the electrolyser with the KOH solution until the plates are covered. A voltage is now applied across the whole set of plates by attaching the leads to the outermost two plates. This voltage should be at least 2 volts per cell, but it should not exceed 2.5 volts per cell - for four pairs of spirals, this is 8 to 10 volts. Maintain this voltage across the set of plates for several hours at a time. The current is likely to be 4 amps or more. As this process continues, the boiling action will loosen particles from the pores and surfaces of the metal. This process produces hydroxy gas, so it is very important that the gas is not allowed to collect anywhere indoors (s uch as on ceilings).
After several hours, disconnect the electrical supply and pour the electrolyte solution into a container. Rinse out the cells thoroughly with distilled water. Filter the dilute KOH solution through paper towels or coffee filters to remove the particles. Pour the dilute solution back into the electrolyser and repeat this cleaning process. You may have to repeat the electrolysis and rinsing process many times before the plates stop putting out particles into the solution. If you wish, you can use a new KOH solution each time you cleanse, but please realise that you can go through a lot of solution just in this cleaning stage if you choose to do it that way. When cleansing is finished (typically 3 days of cleansing), do a final rinse with clean distilled water.
Now, with thoroughly clean plates, the final conditioning process can be undertaken. Using the same concentration of solution as in cleansing, fill the electrolyser with this dilute solution. Apply about 2 volts per cell and allow the unit to run. Remember that very good ventila tion is essential during this process. If the current draw is fairly stable, continue with this conditioning phase continuously for two to three days, adding distilled water to repla ce what is consumed. If the solution changes colour or develops a layer of crud on the surface of the electrolyte, then the cell stack needs more cleansing stages. After two to three days of run time, pour out the dilute KOH solution and rinse out the electrolyser thoroughly with distilled water.
This cleansing and conditioning process makes a spectacular difference to the volume of gas produced for any given current flow through the electrolys er. It is perfectly possible to build an electronics drive unit suitable for use with this electrolyser. H ere is a well-tested design:
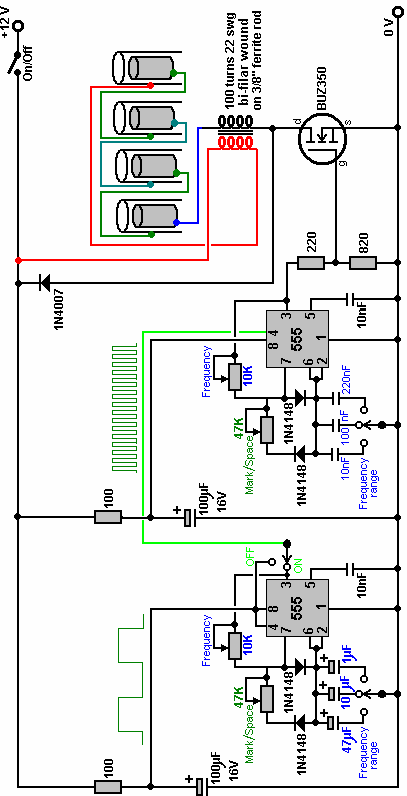
This circuit design is taken from Dave Lawton’s replication of Stan Meyer’s Water Fuel Cell. The circuit is shown below. More detail is given later on in this chapter. There is no call for the bi-filar wound coils each side of the electrolyser in this design, but it might be interesting to see what effect is produced if they were introduced as they generate very short, very sharp voltage spikes of over a thousand volts, which tend to draw in additional power from the immediate environment.
This circuit is designed to run off twelve volts and while it would probably function well at the nominal six volts of a motorcycle electrics (about 7.3 volts with the engine running), it is likely that a twelve volt version of this electrolyser design will be required for automotive use. In that case, the electrolyser housing would probably become:
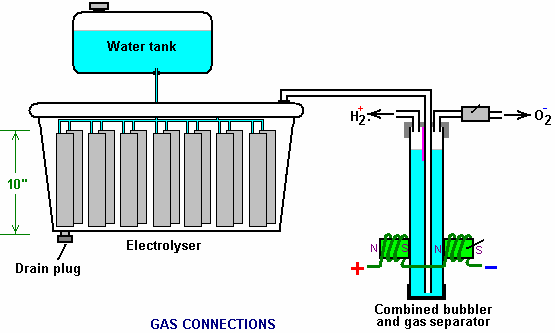
It is possible that seven sets of three or four spirals w ould be used for larger engines with their 13.8 volt electric systems. Ideally, setting the frequency to the resonant frequency of the particular electrolyser build being used, is likely to enhance the gas output. For this, the adjustable frequency PWM unit shown here is likely to be suitable as it has worked well with other designs.
Zach uses the very simple mechanism of allowing excess gas to be vented via the oxygen valve if gas production exceeds the requirements of the engine. When operating on a twelve volt system it might be more convenient to use a standard pressure switch which opens an electrical connection when the gas pressure rises above the value for that switch:

The pressure switch just mounts on one of the end caps of the pressure tank and the switch electrical connection is placed between the relay and the electrolyser. If the gas pressure hits its maximum value of 30 psi. then the switch opens, stopping electrolysis until the pressure drops again:
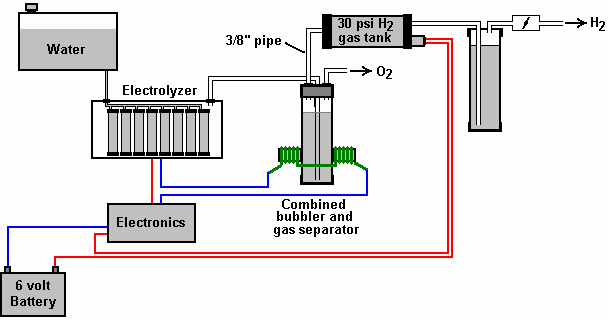
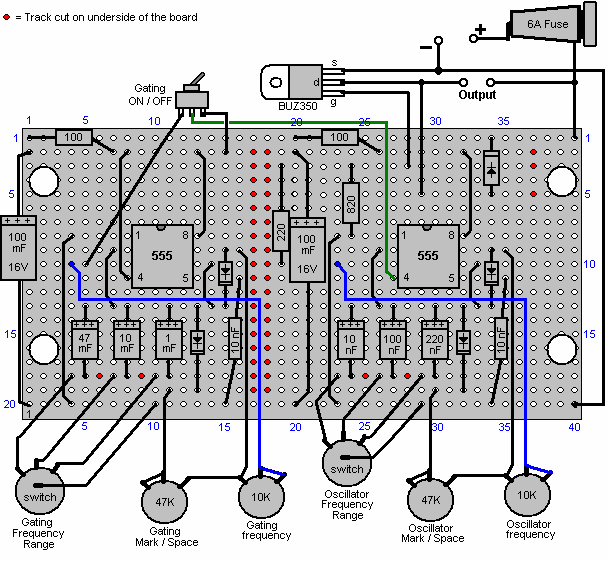
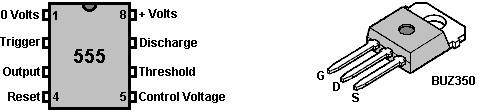
The underside of the strip-board is shown here:
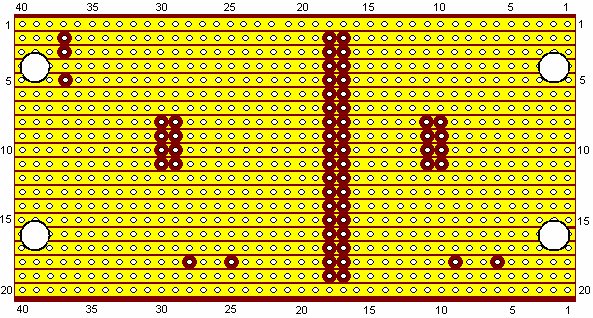

The ammeter shown here is not really necessary and can be omitted.

The Bob Boyce Electrolyse r. We come now to an important step forward in hydroxy gas technology. The earlier systems have operated on direct current electrolysis. The Zach West electrolyser is a borderline case as Zach does use a simple Pulse Width Modulator or “DC Motor Speed Control” unit rather than just passing the DC current straight through the cell.

Let me remind you of the basic facts involved in DC elec trolyser operation. The current flowing through the cell is an absolutely key factor in gas production, and one of the m ost difficult to control accurately and economically. The greater the current, the greater the rate of gas production. The current is controlled by the concentration of Potassium Hydroxide in the electrolyte (water plus KOH) and the voltage across the electrolyte in the cell. The voltage across the electrolyte has limited effect as it reaches a maximum at just 1.24 volts. Up to that point, an increase in voltage causes an increase in gas production rate. Once the voltage gets over 1.24 volts, increasing it further produces no further increase in the rate of gas production.
If the voltage is increased above 1.24 volts, the extra voltage goes to heat the electrolyte. Assume that the current through the cell is 10 amps. In that case, the power used to produce gas is 10 amps x 1.24 volts = 12.4 watts. When the engine is running, the voltage at the battery terminals will be about 13.8 volts as the alternator provides the extra voltage to drive current into the battery. The excess voltage applied to the cell is about 1.24 less than that, which works out to be about 12.5 volts. The power which heats the electrolyte is about 12.5 volts x 10 amps
= 125 watts. That is ten times the power being used to produce gas. This is very, very inefficient. The following diagram may help you understand the situation more clearly:
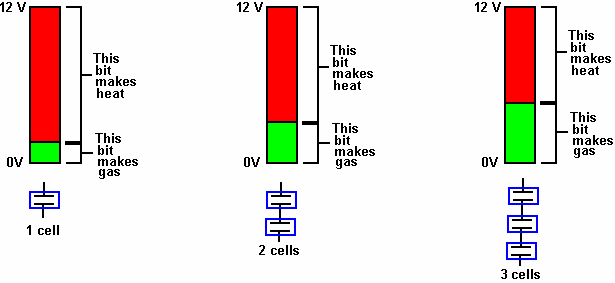
The best electrode material for the plates is 316L-grade stainless steel. It is hard to believe, but there is a voltage drop across the plate, which makes it necessary to apply about 2 volts to the plates on each side of the cell. So, if you are running off 12 volts, then six cells in a row across the battery gives the maximum possible drive. With the engine running and providing almost 14 volts, seven cells gives the highest possible drive.
The electrolyte heating up is a wholly bad thing as it drives a good deal of water vapour out of the electrolyte and this mixes with the gas and is fed to the engine. Injecting water mist, which is a fine spray of water droplets, into an engine increases its performance due to the water converting instantly to flash-steam at the moment of combustion. This improves both the engine power and the miles per gallon, and it makes the engine run cooler, which improves the life of the engine. But water vapour and steam are bad things as they are already fully expanded and just get in the way of the hydroxy gas, diluting it and lowering the power of the engine with no benefit at all.
As the voltage applied to the cell is pretty much fixed, the current flow is controlled by the concentration of Potassium Hydroxide in the electrolyte and the plate area. Once the cell is built, the plate area is fixed, so the current is adjusted by controlling the amount of KOH added to the water. There is a slight limit to this, in that the gas production increases with KOH concentration until the concentration reaches 28% (by weight). After that point, any increase in the concentration produces a reduction in the rate of gas production. General practice is to have a fairly low concentration of KOH which is found by trial.
People often ask about using other substances to make the electrolyte. Please don’t use anything other than potassium hydroxide or sodium hydroxide (NaOH). Please don’t try using baking soda. When you use baking soda, you are making 66% hydrogen gas, 30% carbon monoxide and 4% carbon dioxide. The carbon in the baking soda binds with the oxygen to form the carbon monoxide and carbon dioxide. The carbon also poisons the catalytic capabilities of stainless steel. Salt is also most unsuitable as is battery acid. Stick with KOH as it is easily the best with NaOH coming a close second (Lowes store: Roebic ‘Heavy Duty’ Crystal Drain Opener).
A major step forward is produced by abandoning the simple electrolyser systems described above, and switch to a different arrangement where a large number of cells are wired in series, and instead of applying a DC voltage to the electrolyser, instead, a complex pulsating waveform is used to power the cell. This type of electrolyser is called a “series-connected” unit.
Bob Boyce is easily the most experienced and knowledgeable series -cell designer at the present time, and sincere thanks are due to him for sharing his design freel y with everybody and for his continuous help, advice and support of the builders of electrolysers. Bob released his information into the Public Domain in June 2005. Bob achieves a massively increased gas production rate by using an electrolyser with a very large number of cells in it. Bob uses one hundred cells ( 101 plates) in his electrolyser. Units with just 60 cells are inclined more to brute - force DC electrolysis, tending to mask the gains produced by pulsing. As there is a voltage drop across each stainless steel electrode plate, it is usual to allow about 2 volts across each cell for DC operation. However, Bob finds that for high-efficiency pulsing, the optimum voltage for each cell with 316L-grade stainless-steel electrode plates is about 1.5 volts. This means that a voltage of about 1.5 x 100 = 150 volts is needed to power it to its maximum pulsed output.
To get this higher voltage, Bob uses a 110 Volt inverter. An inverter is an electronic circuit which has a 12 Volt DC input and generates a 110 Volt AC output. These are rea dily availabl e for purchase as they are used to run (US) mains equipment from car batteries. The output from the inverter is converted from Alternating Current to pulsing Direct Current by passing the output through four diodes in what is called a ‘Diode Bridge’. These are readily available at very low cost from electronic component suppliers.
Obviously, it would not be practical to use a hundred Archie Blue style cells daisy-chained together to act as the series-connected electrolyser cell. There would not be enough physical space in the engine compartment for that, so a different style of cell construction is needed. The view looking down on several separate electrolyser cells could be represented something like this:

Here the plus side of each cell is conn ected to the minus side of the next cell to provide a set of six interconnected cells acting in series. The current flowing through the electrolyser goes through each cell in turn and so each cell receives exactly the same current as the other cells. This is the same sort of arrangement as using six Archie Blue style cells in a daisy-chain. To reduce the physical size of the unit, it would be possible to construct the electrolyser as shown here:
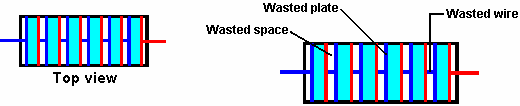
In this arrangement, the individual cells have just o ne positive plate and one negative plate. The plates slot into the sides of the housing so that the electrolyte is trapped between the plates and an air gap is formed between the plus plate of one cell and the minus plate of the next cell.
These air gaps are wasted space. They contribute nothing to the operation of the electrolyser. Each consists of a metal plate, a gap and a wire connection to the next metal plate. From an electrical point of view, the two metal plates at the opposite ends of these g aps, being connected by a wire link, are effectively the same plate (it is just a very thick, hollow plate). These air gaps might as well be eliminated which would save one metal plate and one wire link per cell. This can be difficult to vis ualise, but it produces an arrangement as shown here:

The only air gaps remaining are at the ends of the electrolyser. The plates in the middle are notionally touching each other. The positive plates are marked in red and the negative plates are shown in blue. In reality, there is only one metal plate between each cell and the next cell - the red and blue marking is only a notional device to try to make it easier to see that the diagram actually shows six separate cells in a single housing. They are separate cells because the metal electrode plates extend into the base and sides of the housing, thus isolating the six bodies of electrolyte from each other. It is very important that the different bodies of electrolyte are fully isolated from each other, otherwise the electrol yser will not act as a series-connected unit and the current will skip past the middle plates and just run from the first plate to the last plate around the sides of the other plates. So, the plates need to be a fairly tight push-fit in grooves cut in the sides and base of the housing. The electrolyte level must always be below the top of the plates as shown here:
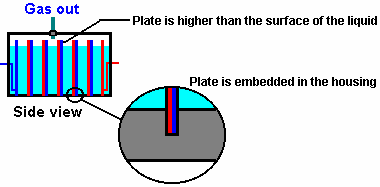
An electrolyser with a hundred cells, built in this style will have 101 metal plates and 100 separate bodies of electrolyte. In spite of these large numbers, the size of the overall unit does not have to be excessive. The spacing between the plates is set to, say, 3 mm (1/8 inch) and the plate thickness might be 16 gauge (1/16 i nch), so the width of a 100-cell electrolyser is about 20 inches. In actual practice, the gaps at the end of the electrolyser will also contain electrolyte although that electrolyte takes no part in the electrolysis process.
The size of the plates may be determined by the space available in the engine compartment. If there is a large amount of spare space, then the plate size may be selected by allowing from two to four square inches of area on both sides of each plate, per amp of current. Each side of every plate is in a different electrolysis cell so a 6 -inch by 6-inch plate will have 36 square inches on each face and so would carry between 36 / 4 = 9 to 18 amps of current. The choice of current is made by the builder of the electrolyser and it will be influenced by the size and cost of the inverter chosen to drive the electrolyser and the allowable current draw from the battery. This is for straight DC electrolysis where the battery is connected directly across the elec trolyser. Using Bob’s triple- oscillator electronics pulser card, the electrolyte level has to be kept down to about three inches from the top of the six inch plate because the gas production rate is so high that there has to be substantial freeboard to stop the electrolyte being splashed all over the place.
Bob usually uses a 6” x 6” plate size. It is essential that every item which contains hydroxy gas is located outside the passenger compartment of any vehicle. Under no circumstances s hould the electrolyser or bubbler be located in the passenger area of the vehicle, even if a second protective outer housing is provided, as the shock- wave is so fast that permanent hearing damage would be a serious possibility.
For straight DC operation of an electrolyser of this type, the circuitry is very straightforward. The inverter should be mounted securely, preferably in the stream of air drawn in to cool the radiator. Using a diode “bridge” of four diodes converts the stepped up AC output of the inverter back into pulsing DC and produces the electrical arrangement shown here:
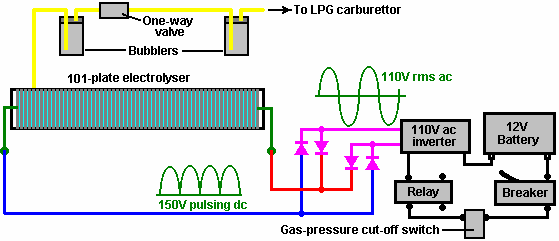
As mains voltage is quoted as an average figure (“root-mean -square”) it has a peak voltage of 41% more than that. This means that the pulsing DC has a voltage peak of just over 150 volts for the nominal 110 volt AC output from the inverter.
The one -way valve shown between the two bubblers, is to prevent the water in the bubbler mounted beside the electrolyser, being driven into the electrolyser in the event of an explosion in the bubbler mounted beside the engine.
Bob Boyce’s Pulsed Electrolyser System
The following section of this document describes Bob Boyce’s highly efficient pulsed electrolysis system. This has bee n very generously shared freely by Bob so that anyone who wishes may construct one for their own use without the payment of a licence fee or royalties. Just before presenting the details, it should be stressed that in order to get Bob’s performance of 600% to 1,200% of the Faraday (supposed) maximum gas output, each step needs to be carried out carefully exactly as described. Much of the following text is quoted from Bob’s forum posts and so should be considered as his copyright, not to be reproduced without his permission.
Your Responsibility:
If you decide to construct an electrolyser of this, or any other design, you do so wholly on your own responsibility, and nobody is in any way liable for any loss or damage, whether direct or indirect, resulting from your actions. In other words, you are wholly responsible for what you choose to do. I say again, this document must not be construed as an encouragement for you to construct this or any other electrolyser.
Bob’s electrolyser splits water into a mixture of gases, mainly hydrogen and oxygen. That gas mixture, which will be referred to as “hydroxy” is highly explosive and must be treated with respect and caution. A fairly small volume of hydroxy gas exploded in air is quite liable to cause permanent hearing loss or impairment due to the shock waves caused by the explosion. If hydroxy gas is ignited inside a sealed container, then the resulting explosion is liable to shatter the container and propel shrapnel-like fragments in all directions. These fragments can cause serious injury and every precaution must be taken to ens ure that an explosion of that nature never happens. Bob uses two bubblers and a one-way valve to protect against this occurrence, and details of these are given in this document.
To make the water inside the electrolyser carry the necessary current, potassium hydroxide (KOH) is added to distilled water. This is the best electrolyte for an electrolyser of this type. Potassium hydroxide is also known as “caustic potash” and it is highly caustic. Consequently, it needs to be handled carefully and kept away from contact with skin, and even more importantly, eyes. If any splashes come in con tact with you, it is very important indeed that the affected area be immediately rinsed off with large amounts of running water and if necessary, the use of vinegar which is acidic.
This electrolyser design uses a toroidal transformer to interface the electronics to the electrolyser cells. It is vital that this transformer be used very carefully. Under no circumstances may this transformer be powered up by the electronics when connected to anything other than the filled electrolyser cells as they act as a safety buffer. When driven by Bob’s electronics, this transformer draws additional energy from the environment. While this is very useful for electrolysis, there are sometimes unpredictable energy surges which can generate as much as 10,000 amps of current. If one of these should occur when the transformer is not connected to the electrolyser which is able to soak up this excess, the resulting electrical conditions can be very serious. If you are lucky, it will just burn out expensive components. If you are not lucky, it can cause a lightni ng strike which is liable to hit you. For that reason, it is absolutely essential that the toroid transformer is never powered up with the secondary winding connected to anything other than the filled electrolyser.
Patenting:
It should be clearly understood that Bob Boyce, has released this information into the public domain and it has been displayed publicly since early in 2006. It is not possible for any part of this information to be made part of any patent application anywhere in the world. This prior public disclosure of the information prevents it being patented. It is Bob’s intention that this information be freely available to people world-wide. It should also be emphasised that all of the quotations of Bob’s words which forms an extensive part of this document, remain the copyright of Bob and may not be reproduced for display or sale without his prior written permission.
The Objective:
This is a “Hydroxy-On-Demand” (“HOD”) system. It is very difficult indeed to generate hydroxy gas fast enough to power an internal combustion engined vehicle under all road conditions. Moving from standstill to rapid acceleration causes such a massive sudden requirement for additional volumes of hydroxy gas, that it is difficult to provide that volume instantly.
A better solution is to use an electric engine for the vehicle. This can be an electric vehicle which was designed from scratch as such, or it can be a standard vehicle which has been adapted for electric engine use. These electric vehicles are usually limited in how far they can travel, but a good solution to this is to use an electrical generator to charge the batteries, both when the vehicle is in use and when it is parked. This electrolyser can be used to run such a generator on water. With this arrangement, there are no CO2 emissions and the vehicle is very environmentally friendly. The batteries provide the necessary sudden acceleration demands and the generator recharges the ba tteries during normal driving.
Overview:
Bob’s pulsed system has the following components:
-
An electrical connection to the vehicle’s electrical system (with safety features built in).
-
An “inverter” which raises the electrolyser voltage to 160 vol ts.
-
Bob’s specially designed circuit board which generates a complicated water-splitting waveform.
-
Bob’s specially designed toroidal transformer which links Bob’s circuit board to the electrolyser.
-
Bob’s specially prepared 101-plate series -connected electrolyser.
-
A dual-protection system for linking the electrolyser safely to the internal combustion engine.
None of these items is particularly difficult to achieve, but each needs to be done carefully and exactly as describe d, paying particular attention to the detailed instructions.
Building the Case:
The case needs to have very accurate slots cut in i t. If you do not have a milling machine, then you should consider getting a fabrication shop to mill the slots for you. The case has two ends, two sides, one base and one lid. Of these, the two sides and the base need 101 accurate grooves cut in them. The grooves are there to hold the electrode plates securely in position, and yet give just enough sla ck to allow the electrolyte levels inside the cell, equalise if they should ever get out of step with each other. An extra three ten thousandths of an inch in the slot width is sufficient to do this and still prevent any significant electrical flow around the plates. If you do not have the equipment to do this, then there is an enthusiast who is willing to do the cutting for people in the USA, and at reasonable price. To contact him for pricing and delivery details, send an e-mail to [email protected] or visit his web site at http://holdgateenterprises.com/Electrolyzer/index.html.
The base and two sides of the cell could have grooves cut in them to take the plates. This is not a good idea for various reasons, including the fact that the steel plates expand when they warm up and are liable to crack the acrylic case unless the slots are cut deeper than normal. Also,it is difficult to cut very accurate slots in acrylic due to the heat of the cutting blade causing the acrylic to deform in the immediate area. Grooved acrylic is very much weaker and breaks easily due to the planes of weakness introduced into the material.
Using Ultra High Molecular Weight Poly Ethylene or High Density Poly Ethylene (food chopping-board material) strips is a much better technique as that material does not have the same cutting heat problem and it can also take the plate expansion much better, so it is the cons truction method of choice. It is also a cheaper material.
The grooves which are cut for the plates should be three ten thousandths of an inch wider than the thickness of the plates. A good plate thickness is 16 gauge sheet which is one sixteenth of an inch thick or 0.0625 inch (1.5875 mm), so the recommended groove width for that is 0.0655 inches which is not a convenient fraction being about four and one fifth sixty-fourths of an inch. Also, steel sheet thickness is not absolutely exact, so it needs to be measured with a micrometer and averaged before the th ree ten thousandths of an inch is added. The grooves are 1/8” (3 mm) deep.
The supplier of the acrylic sheet needed for making the cas e, will be able to supply “glue” specifically designed for joining acrylic sheets together. This glue actually welds the plates together so that the sheets become one continuous piece of acrylic along the joint. Start by mating the sides and the base. Insert two or three plates into the slots to be quite sure that the alignment is spot-on during the joining process. Line the ends up during jointing to be sure that the sides are completely square when being joined to the base.
Concerns have been expressed about the strength of the acrylic casing under severe road conditions. So it has been suggested that the acrylic components be constructed from sheet which is 3/4” to 1” thick (18 mm to 25 mm) and the corners reinforced with angle iron secured with bolts tapped into the acrylic as shown below.
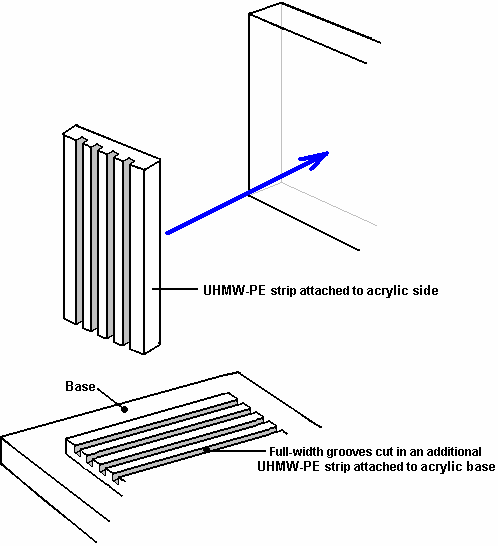
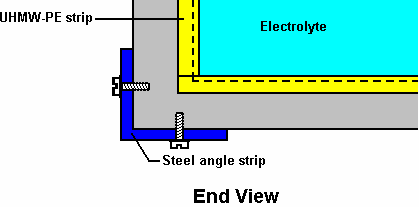
Here is a photograph of a partially finished 71-plate housing under construction by Ed Holdgate who works to a very high standard of accuracy and who prepares and sells these housings to anyone who is in the process of constructing a Bob Boyce electrolyser:

This housing looks very simple and straightforward, but this is highly misleading and the materials are very expensive, so any error is costly. The construction accuracy needed is very high indeed with many opportunities for a total and expensive disaster. Ed Holdgate has built several custom fixtures to ease the construction, but construction is still very difficult even with these specialist fittings and his years of experience. Sikaflex 291 marine bedding compound is used to seal between the two slotted sides and the slotted base, and between the slotted sides and the two end inserts, in order to prevent any leakage between the acrylic and any of these inserts.
The accuracy required for the slots to hold the stainless steel plates is 0.0003” and the plates are tapered with a belt sander on both sides along all four edges so that when they are forced into the slots they will not cut into the sides of the slots. This produces excellent leakage characteristics, but don’t lose sight of the very high accuracy of the slot cutting needed for this. The edges of the slotted inserts receive a bead of Sikaflex marine bedding compound attaching them to the acrylic box and the compound is allowed to cure before construction is continued. There are cheaper marine bedding compounds, but don’t be tempted by them as Sikaflex is a much superior product.
The end plates with the stainless steel straps welded to them are used to connect the electrical supply to the plates, keeping any connection which could possible work loose and cause a spark, completely outside the housing. Even though the straps are welded and there is no likelihood of them coming loose, the welds are still kept below the surface of the electrolyte.
Getting and Preparing the Plates:
A set of 101 plates is needed for the electrolyser. The m aterial used when making the plates is very important. It should be 16-gauge 316L-grade stainless steel as it contains a blend of nickel and molybdenum in the correct proportions to make it a very good catalyst for the pulsing technique. You can try your lo cal steel stockists to see
if they can supply it and what their charges would be. One satis factory stainless steel supplier which Bob has used is Intertrade Steel Corp., 5115 Mt. Vernon Rd SE, Cedar Rapids, IA 52406. Do not buy from eBay as you have no real comeback if the plates supplied are dished due to having been flame cut.
It is very important indeed that when asking for a quote that you make sure that the supplier is aware of the accuracy you require. The plates need to be flat to a tolerance of +/- 0.001" after cutting and this is the most important factor. That level of accuracy excludes any kind of flam e cutting as it produces inevitable heat distortion. With shearing, expect +/- 0.015" on the cuts and +/- 0.001" on flatness. Laser cutting produces much higher accuracy and you can expect as good as +/- 0.005" on cu ts and there is no spec needed for flatness since laser cutting does not distort the edges like shearing does.
The plates are square: 6-inches by 6-inches, but that does not represent 36 square inches of active surface area as some plate area is inside the grooves and some of each plate is above the surface of the electrolyte. Another point to remember is that 101 steel plates this size weigh a considerable amount and the completed electrolyser with electrolyte in it will weigh even more. It is essential therefore to have a case which is strongly built from strong materials, and if a mounting bracket is to be used, then that bracket needs to be very robust and well secured in place.
The preparation of the plates is one of the most important steps in producing an electrolyser which works well. This is a long task, but it is vital that it is not skimped or hurried in any way. Surprisingly, brand new shiny stainless steel is not particularly suitable for use in an electrolyser and it needs to receive careful treatment and preparation before it will produce the expected level of gas output.
The first step is to treat both surfaces of every plate to encourage gas bubbles to break away from the surface of the plate. This could be done by grit blasting, but if that method is chosen, great care must be taken that the grit used does not contaminate the plates. Stainless steel plates are not cheap and if you get grit blasting wrong, then the plates will be useless as far as electrolysis is concerned. A safe method which Bob much prefers is to score the plate surface with coarse sandpaper. This is done in two different directions to produce a cross-hatch pattern. This produces microscopic sharp peaks and valleys on the surface of the plate and those sharp points and ridges are ideal for helping bubbles to form and break free of the plate.
Bob uses a 6 -inch x 48-inch belt sander which is great for preparing the plates and he uses it all the time now with 60 or 80 grit. Always wear rubber gloves when handling the plates to avoid getting finger marks on the plates. Wearing these gloves is very important as the plates must be kept as clean and as grease-free as possible, ready for the next stages of their preparation.
Any particles created by the sanding process should now be washed off the plates. This can be done with clean tap water (not city water though, due to all the chlorine and other chemicals added), but only use distilled water for the final rinse.
A point which is often missed by people constructing electrolysers is the fact that electrolysis is not just an electrical process, but it is also a magnetic process. It is important for maximum operating efficiency that the plates are aligned magnetically. This will not be the case when the plates arrive from the supplier as each plate will have random magnetic characteristics. The easiest way to deal with this situation is to give the plates a mild
magnetic orientation. This can be done quite simply by wrapping a few turns of wire around the stack of plates and passing some brief pulses of DC current through the wire.
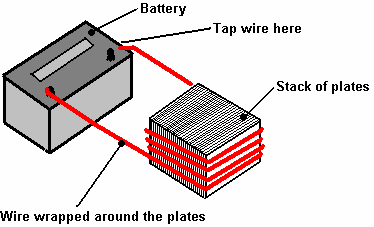
Obviously, the plates need to be kept in the same direction when being slotted in to the case. The next step in the preparation process is to make up a weak solution of p otassium hydroxide. This is done by adding small amounts of the potassium hydroxide to water h eld in a container. The container must not be glass as that is not a suitable material in which to mix the electrolyte.
Potassium hydroxide, also called KOH or “Caustic Potash”, can be bought in small quantities from soap making supply outlets. One suitable outlet is Summer Bee Meadow at www.summerbeemeadow.com in their “Soapmaking Supplies” section. Another provider who supplies small quantities at reasonable cost is https://www.saltcitysoapworks.com/newshop/product_info.php?cPath=25&products_id=106&osCsid=07d7dba060 277e6c8a157be165490541 While Pota ssium hydroxide is the very best electrolyte, it needs to be treated with care:
Always store it in a sturdy air-tight container which is clearly labelled "DANGER! - Potassium Hydroxide". Keep the container in a safe place, where it can’t be reached by children, pets or people who won't take any notice of the label. If your supply of KOH is delivered in a strong plastic bag, then once you open the bag, you should transfer all its contents to sturdy, air-tight, plastic storage containers, which you can open and close without risking spilling the contents. Hardware stores sell large plastic buckets with air tight lids that can be used for this purpose.
When working with dry KOH flakes or granules, wear safety goggles, rubber gloves, a l ong sleeved shirt, socks and long trousers. Also, don’t wear your favourite clothes when handling KOH solution as it is not the best thing to get on clothes. It is also no harm to wear a face mask which covers your mouth and nose. If you are mixing solid KOH with water, always add the KOH to the water, and not the other way round, and use a plastic container for the mixing, preferably one which has double the capacity of the finished mixture. The mixing should be done in a well-ventilated area which is not draughty as air currents can blow the dry KOH around.
When mixing the electrolyte, ne ver use warm water. The water should be cool because the chemical reaction between the water and the KOH generates a good deal of heat. If possible, place the mixing container in a larger container filled with cold water, as that will help to keep the temperature down, and if your mixture should “boil over” it will contain the spillage. Add only a small amount of KOH at a time, stirring continuously, and if you stop stirring for any reason, put the lids back on all containers.
If, in spite of all precautions, you get some KOH solution on your skin, wash it off with plenty of running cold water and apply some vinegar to the skin. Vinegar is acidic, and will help balance out the alkalinity of the KOH. You can use lemon juice if you don't have vinegar to hand - but it is always recommended to keep a bottle of vinegar handy.
Plate Cleansing:
Prepare a 5% to 10% (by weight) KOH solution and let it cool down. As mentioned before, never handle the plates with your bare hands, but always use clean rubber gloves. Put the sanded and rinsed plates into the slots in the electrolyser case, keeping them all the same way round so that they remain magnetically matched . Fill the electrolyser with the KOH solution until the plates are just covered.
A voltage is now applied across the whole set of plates by attaching the leads to the outermost two plates. This voltage should be at least 2 volts per cell, but it should not exceed 2.5 volts per cell. Maintain this voltage across
the set of plates for several hours at a time. The current is likely to be 4 amps or more. As this process continues, the boiling action will loosen particles from the pores and surfaces of the metal. This process produces hydroxy gas, so it is very important that the gas is not allowed to collect anywhere indoors (such as on ceilings).
After several hours, disconnect the electrical supply and pour the electrolyte solution into a container. Rinse out the cells thoroughly with distilled water. Filter the dilute KOH solution through paper towels or coffee filters to remove the particles. Pour the dilute solution back into the electrolyser and repeat this cleaning process. You may have to repeat the electrolysis and rinsing process many times before the plates stop putting out particles into the solution. If you wish, you can use a new KOH solution each time you cleanse, but please realise that you can go through a lot of solution just in this cleaning stage if you choose to do it that way. When cleansing is finished (typically 3 days of cleansing), do a final rinse with clean distilled water.
Plate Conditioning:
Using the same concentration of solution as in cleansing, fill the electrolyser with dilute solution up to 1/2" below the tops of the plates. Do not overfill the cells. Apply about 2 volts per cell and allow the unit to run. Remember that very good ventilation is essential duri ng this process. The cells may overflow , but this is ok for now. As water is consumed, the levels will drop. Once the cells stabilise with the liquid level at the plate tops or just below, monitor the current draw. If the current draw is fairly stable, continue with this conditioning phase continuously for two to three days, adding just enough distilled water to replace what is consumed. If the solution changes colour or develops a layer of crud on the surface of the electrolyte, then the cell stack needs more cleansing stages. Do not allow the cells to overfill and overflow at this point. After two to three days of run time, pour out the dilute KOH solution and rinse out the electrolyser thoroughly with distilled water.
Cell Operation:
Mix up a nearly full-strength (28%) solution of potassium hydroxide. The filling of the electrolyser depends on whether straight DC electrolysis is to be used, or resonant electrolysis is to be used.
For straight DC electrolysis, fill the electrolyser to about one inch below the tops of the plates. The DC voltage applied to the electrolyser will be about 2 volts per cell or a little less, so this 100 -cell electrolyser will have 180 to 200 volts applied to it. This voltage will be generated with an inverter.
For resonant operation, fill the electrolyser to only half the plate height because the hydroxy gas production is so rapid that room has to be left for the gas leaving the plates. With resonant operation, about 1.5 volts per cell is used.
Troubleshooting:
-
Abnormally low current is caused by improper plate preparation or severe contamination. Take the plates out of the electrolyser and start o ver again from plate preparation.
-
Abnormally high current is caused by high leakages between cells. This will require re-building or re-sealing of the electrolyser case.
-
If current starts higher then drops off, this means that the plates are contaminated. Take the plates out of the electrolyser and start over again from plate preparation.
-
Any time there is uneven voltage distribution between cells in a series cell, it means that there is either a large variation in surface preparation from cell to cell, or there is ion leakage between the cells. Surface preparation issues will tend to show up as one or more cells havi ng higher voltage, but not in any specific order. Ion leakage (also called bypass leakage) shows up as uneven voltage distribution, typically higher at the end cells.
Voltage distribution should be even, and within a few hundredths of a volt. Variation of tenths of a volt means that there is a major problem. Make sure there are no holes drilled in your plates, and make sure that your plates are very tight in the slots. Check for any place at all for liquid to flow, as this will allow ion leakage to bypass your central "floating" plates. You may need to use marine GOOP to fix the issue.
Building the Electronics:
Resonant operation of the electrolyser requires the use of a DC pulsing system. Bob has designed an advanced system for this, consisting of a sophisticated electronics board and a finely-tuned toroidal transformer which interfaces and matches the electronics to the electrolyser.
The electronics board produces three separate frequencies which are combined together to give a rich and complex output waveform further modified by the toroidal transformer:
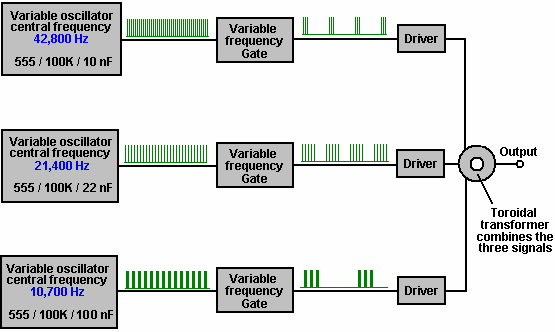
In Bob’s electrolyser build, those frequencies were about 42.8 KHz, 21.4 KHz and 10.7 KHz but please don’t get the wrong impression here, there is no single exact frequency or set of frequencies which should be used. The size and shape of your cell, the electrodes spacings, electrolyte density, electrolyte temperature and operational pressure are all factors which affect the tuning of the electronics. With Bob’s large marine -duty cells with square twelve-inch plates, he found the base resonance point using his original, modified inverter, to be at least 100 Hz lower than that of the prototypes with smaller plate sizes. That inverter is no longer commercially available and even if it were, it would not be used as Bob’s electronics board is far more effective. The triple-oscillator board can be tuned with an oscilloscope but if one is not available, then the preset resistors are set to their mid-point and then the 42,800 Hz frequency is adjusted very slowly to find the point of maximum gas output. This is a very precise point and it is essential to use high-quality preset resistors which vary their resistance very accurately. The aim is to adjust the frequency by as little as 1 Hz at a time. When the optimum point is found, then the procedure is repeated with the 21,400 Hz frequency generator, and finally the 10,700 Hz frequency adjustment. Last of all, the Mark/Space ratio presets are adjusted to give the lowest pulse width which does not reduce the rate of gas generation.
When he tried separate flooded cells connected in series, he was not able to get anything more than a marginal rise in performance over a broader range. He felt that this was due to each cell in the set having a slightly different resonant point which did not match very well with the other cells. Bob had to go to the series plate design with accurate spacing and tight tolerance on slots and plates in order to get the resonant responses to line up on all cells. Also, he found that some choices of electrolyte would not produce resonance at any frequency, though he is not sure why. Some worked well while others worked marginally, so Bob stuck with what worked the best for him - sodium hydroxide (Na OH) and potassium hydroxide (KOH).
It needs to be stressed here, that every electrolyser build is slightly different from all others, even though they may have been meant to be exactly the same. There will be small differences between the plates in one electrolyser and the plates in other electrolysers. The electrolyte concentration will be slightly different, the plate preparation will be slightly different and the overall magnetic characteristics will be unique to each actual build. For that reason, the tuning of the completed electronics board and the construction of the best possible transformer to match the electronics to the electrolyser, is always different for each electrolyser built.
The first step is to build the electronics control board. The methods for doing this are shown clearly in Bob’s document entitled “Boyce Electrolyser Project.pdf” which is in the “Files” section of the WorkingWatercar Yahoo forum. Bob has designed a printed circuit board to simplify the construction of the electronic drive circuitry. To see Bob’s design and to order one of these boards, you need to download and install the free “ExpressPCB” software which is located at http://www.expresspcb.com/ExpressPCBHtm/Download.htm and which can display
his design files. The download is just over nine megabytes in size and contains two programs: “ExpressPCB” and “ExpressSCH”. Only the ExpressPCB program needs to be installed for you to be able to place an order for a board.
The design files needed for you to be able to order the printed circuit board, are located in the “Bob Boyce Project” folder in the “Files” section of the WorkingWatercar forum. If you are not already a member of this Yahoo Group, then you need to join at http://tech.groups.yahoo.com/group/WorkingWatercar/ which is a good idea anyway as the forum members are always willing to give helpful advice. The “Bob Boyce Project” folder contains the “Boyce Electrolyser Project.pdf” document describing the construction of the electronics.
You need to use the ExpressPCB program to access the “PWM3G.pcb” file which is in the “Bob Boyce Project” folder, as this small 50 Kb file contains the des ign and construction information needed by the manufacturer to construct the board for you. Download the PWM3G.pcb file on to your computer and double-click on it to open it with your newly install ed ExpressPCB program. When the file has loaded, click on the “Layout” option at the top of the screen and then click on Click the "Compute Board Cost", enter your location, select the Two-layer Board option, then pick “MiniBoard”. Alte rnatively, you can get the board from The Hydrogen Garage for just US $20 at: http://stores.homestead.com/hydrogengarage/Categories.bok?category=ELECTRICAL+%2F+CIRCUITS
along with other useful items like an ammeter for checking the current flow through the electrolyser.
When your new printed circuit board is delivered, you will need the components to be mounted on it. Terry has set up a pre-filled order form for Digikey which you can use without having to key all the information yourself. Just click on this link: http://sales.digikey.com/scripts/ru.dll?action=pb_view&pb_glue=1017900 to order the 3G board parts which will cost about US $60 for US mainland shipping.
The completed 3G board looks like this:

It is not too difficult to assemble this board as the printed circuit board can be purchased ready-made and a complete set of components can be ordered using the ordering system shown above.

You should notice here, that the whole of the aluminium case containing this 3 F-versio n board, is being used as a “heat-sink” to dissipate the heat generated in the FET driver transistors. These transistors are all bolted to the case and each has it’s own rectangle of mica “washer” between the transistor and the case. These pieces of mica pass heat very readily to the case, while at the same time, isolating the transistors electrically so that they will not interfere with each other. Notice too, the plas tic support columns at each corner of the printed circuit board. These are used to mount the printed circuit board securely, while holding it away from the metal case and so preventing any possibility of the connections on the underside of the board being short-circuited by the case itself.
In some of the builds of the electronics board, it has been found that it is sometimes difficult to get the highest frequency oscillator operating correctly at around 42.8 KHz due to some NE556 chips being out of specification. Even though they should be the same, chips from different manufacturers, and even the same branded chip from different suppliers, can have slightly different actual specifications. On both the now obsolete PWM3E and PWM3F boards, C4 has now been changed from 0.1 microfarad back to 0.047 microfarad to accommodate the corrected specs of the newer Texas Instruments NE556N chip (the one marked with MALAYSIA on top). The earlier versions of the NE556N chip had required a change to 0.1 microfarad to correct for specifications that were sub-standard. Depending on which chip you actually use in the “U1 - U3” board positions, you may have to adjust the value of C1, C3, and C4 to compensate for variations from the original 556 chip specification, or adjust some of the other timing component tolerances. The TAIWAN and other marked Texas Instruments chips will still work ok in the “U2” and “U3” locations, but there has been a big issue sourcing chips that will reach 43 kHz in the “U1” location. The MALAYSIA chips tested so far have been satisfactory.
Setting up t he completed board:
Jumper J1 : If this is short-circuited it disables all three Pulse-Width Modulators, for oscillator outputs only. Jumper J2 : If this is short-circuited it connects the MOSFET Gate Supply TB3 to +DC for a single supply. Jumper J3 : If this is short-circuited it connects the MOSFET Source to -DC for a common ground.
Jumper J4 : If this is short-circuited it enables the input of the Auxiliary TTL Inputs 1, 2 and 3. This is a convenient test point for measuring the outputs of each of the three signal generator stages.
To enable the auxiliary inputs, the on-board generators must be disabled with SW1 switches 1, 2 and 3 as shown here:
Sw itch SW1: switching 1 on disables the Pulse-Width Modulation of oscillator 1 switching 2 on disables the Pulse-Width Modulation of oscillator 2 switching 3 on disables the Puls e-Width Modulation of oscillator 3 switching 4 on disables the Pulse-Width Modulation of all three oscillators

This board design has been superseded
Terminal Block TB1: is the DC Power Input & MOSFET Source Ground
Terminal Block TB2: is the MOSFET Drain/PWM Outputs & MOSFET Gate Supply Input
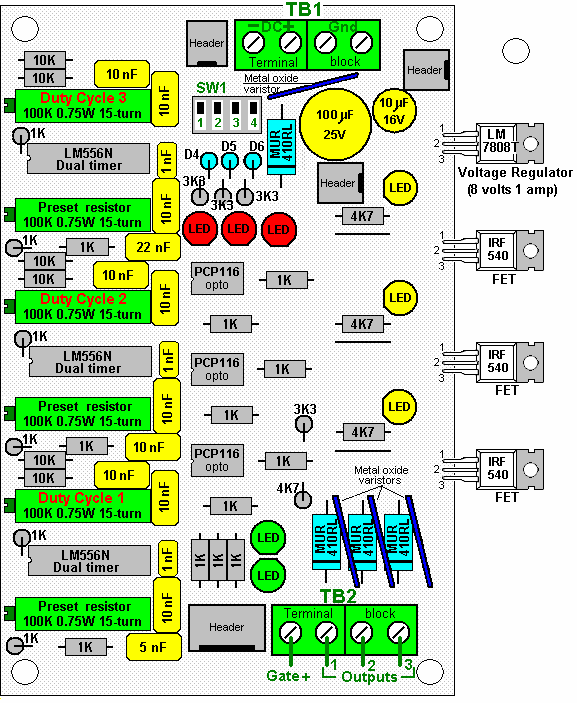
This board design has been superseded
In more detail:
J1 is for the connection of an optional external control or safety shutdown device, such as a pressure or temperature limit switch. J1 is shorted to shut down waveform generation. For normal operation, J1 is left open.
J2 and J3 are for optional voltage modification support. For normal operation, both J2 and J3 are shorted with 2 position jumper shorting blocks.
J4 is for the connection of optional auxiliary inputs. For normal operation, nothing is connected to J4. J4 can also be used to connect an oscilloscope to view the Pulse-Width Modulator generator waveforms of channels 1, 2, and 3.
SW1 is for disabling PWM generator channels 1, 2, and 3 via switches 1, 2, and 3. Switch 4 is a master disable that turns off all 3 channels. For normal ope ration, all 4 switches are switched OFF.
Terminal Block TB1 has 4 connections as follows;
-
DC Input + is connected to the 13.8 V DC power supply positive connection via a 2-amp fuse or circuit breaker.
-
DC Input - is connected to the 13.8 V DC power supply negative connection. If a shorting plug is installed at J3, this wire is optional.
-
and 4. Ground is connected to the 13.8 V DC power supply negative connection via heavy gauge wire. There are two wire connection terminals available so that two equal length wires may be used to reduce wire resistance losses.
Terminal BlockTB2 has 4 connections which are connected as follows:
Gate + is not normally connected when a shorti ng plug is installed at jumper J2. Output 1 is connected to the “cold” side of primary 1 of the toroidal transformer. Output 2 is connected to the “cold” side of primary 2 of the toroidal transformer. Output 3 is connected to the “cold” side of primary 3 of the toroidal transformer.
The “hot” sides of primaries 1, 2, and 3 are brought together, and connected to the 13.8 V DC power supply positive connection via heavy-gauge wire and a 60-amp fuse or DC circuit-breaker.
Note: These fuses are for short circuit protection, and are not an indication of system power consumption.
Testing the completed board:
Do NOT connect the PWM3G outputs to a powered transformer until after the unit tests show it to be fully functional. You may pull the 60-amp fuse out, or trip the DC circuit-breaker, while testing and tuning.
Power up the PWM3G board and check the indicator LEDs for proper operation:
LED 1 - the Channel 1 output - should be lit in normal operation, off if disabled. LED 2 - the Channel 2 output - should be lit in normal operation, off if disabled. LED 3 - the Channel 3 output - should be lit in normal operation, off if disabled.
LED 4 - the PWM channel 1 disable - should be off in normal operation, on if disabled. LED 5 - the PWM channel 2 disable - should be off in normal operation, on if disabled. LED 6 - the PWM channel 3 disable- should be off in normal operation, on if disabled.
LED 7 - the 12 volt supply - should be lit in normal operation, off when powered down.
LED 8 - the 8 volt supply - should be lit when the power is connected and off when powered down.
If all indicators check out, then start the tuning procedure. If everything checks out ok except the output indicators, then try tuning first then test again. Failures may indicate component or soldering problems.
Tuning the board:
Adjust all 3 of the "DC" marked (Duty Cycle) potentiometers (R25, R27, R29) fully clockwise, for minimum pulse width.
Connect a frequency counter or oscilloscope to Jumper J4 pin 1 (Aux Input 3) and adjust the channel 3 "Hz" marked potentiometer (R28) for a reading of 10.7 KHz.
Connect a frequency counter or oscilloscope to Jumper J4 pin 2 (Aux Input 2) and adjust the channel 2 "Hz" marked potentiometer (R26) for a reading of 21.4 KHz.
Connect a frequency counter or oscilloscope to Jumper J4 pin 3 (Aux Input 1) and adjust the channel 1 "Hz" marked potentiometer (R24) for a reading of 42.8 KHz.
Note: If channel 1 shuts down while tuning towards 42.8 KHz, replace U1 with a different brand of NE556 type timer chip. Many of these chips, like those marked as made in Taiwan, do not fully meet the NE555 spec and will shut down with the output turned on solid. If this occurs while loaded, the output FET for that channel may be
quickly destroyed. The Texas Instruments 556 chips marked as made in Malaysia have typically been tested to work ok at up to 45 KHz.
Once the board has been tuned as described above, verify output at the Terminal Block TB2 Outputs with an oscilloscope. Without a transformer connected, the indicator LEDs only lightly load the FETs, but enough to verify operation during testing. If all checks out ok up to this point, you should be ready to connect the transformer primaries and apply power.
Note: If you experience heating issues with any of the Metal Oxide Varistors M1, M2, and M3, they may be safely removed and left out, or replaced with slightly higher voltage MOVs. There have been some Metal Oxide Varistors that work properly, and some that do not. It seems to be a batch related issue.
Winding the Transformer:
The transformer in Bob’s system is a very important component. It is an inductor, a transformer, and a source of energy-form conversion, all rolled into one. The transformer has been successfully duplicated and used by others, driven with Bob’s triple-oscillator board, to achieve a resonant drive to the cells which results in a performance which is well beyond the maximum statedby Faraday.
The reason there are no step-by-step instructions for constructing the transformer is because it must be wound to match the load/impedance of the cells it will be driving. There is no “one-transformer-fits -all” solution for this. Bob uses a powdered iron core of 6.5" diameter for units up to 100 cells. The larger the diameter, the greater the power. Ferrite is fine for lower frequencies, but for this application, a powdered iron toroid core is essential. The MicroMetals core, part number “T650-52” is a suitable core and is available from http://www.micrometals.com/pcparts/torcore7.html and can be purchased in small quantities via their "samples requests", which can be submitted at http://www.micrometals.com/samples_index.html
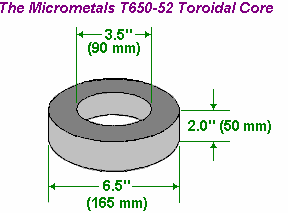
The primary of the transformer is 3-phase, while the secondary is single -phase. As most current flows along the outside of wires rather than through the middle of the wire, the choice and size of the wire chosen to wind the transformer is most important. Bob uses solid teflon-covered silver-plated copper wire (a supplier is http://www.apexjr.com/). It is very important that this wire is solid core and not stranded as stranded wire does not work here (due to the generation of inter-strand, phase-differential induced eddy currents). Before any winding is done, the toroid is given a layer of tape. And the materials to be used are collected together, namely, the tape, the wire, the beeswax and the heat gun:

Of paramount importance with the toroid is that unlike traditional transformer design, the secondary is wound first, and the windings must be evenly spaced where they fan out from the center of the core. This means even though they are tightly packed right up against one another at the center hole, they must not be wound so that they bunch up and gap open around the periphery. Mistakes here will cause field errors that will lower the overall effi ciency.

As you can see here, Bob uses short lengths of plastic strimmer cable as spacers for the outside of the toroid, though the picture above has been taken to show what a partially prepared secondary winding looks like when its windings are being moved into very accurate pos itions.
You will notice that Bob has wrapped the toroid in tape before starting the secondary winding:

Bob also uses a jar to assist in applying beeswax to the accurately positioned turns of the toroidal transformer:

When the windings are completed, correctly spaced and encased in beeswax, each layer is finished off with a layer of tape. Bob says: I use a single wrap of PVC electrical tape stretched very tightly over the secondary winding. But be aware, that the tension in the tape has a tendency to make it unwrap. A layer of the yellow 1P802 winding tape secures the electrical tape and holds it firmly in place, bridging the triangular gaps between adjacent turns. Big warning here !!!! DO NOT USE FIBERGLASS WINDING TAPE !!!! A big box of 3M winding tape was ordered by accident so I tried it to see if it would work. It not only suppressed the acousto - resonance response of the entire wound toroidal core, but for some strange reason it also caused the electrostatic pulse response of the secondary to reverse polarity and reducing the signal amplitude to a mere 10% of what it was !! It totally negated the benefit of the teflon insulation. I had to unwrap it and rewrap it with the yellow 1P802 winding tape. We had to return a whole box of this 3M w inding tape and order more of the "right stuff" in bulk from Lodestone Pacific. So be warned, the 3M fibreglass winding tape will totally ruin the behaviour of the toroidal windings. So, to recap, the toroid is wrapped in tape, the secondary wound extending the entire way around the
toroid, the windings carefully spaced out so that the gaps around the outer edge of the toroid are exactly equal, the winding encased in beeswax, and then the beeswax covered with a thick layer of tape:
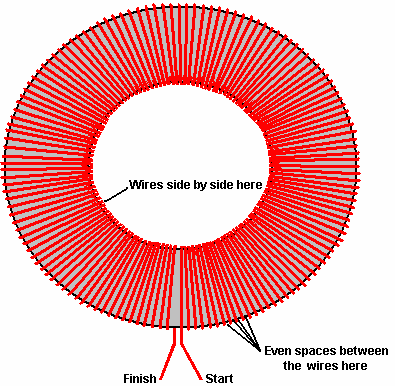
For the great majority of systems, the secondary winding is a tightly wound, single layer, full-fill wrap of 16 gauge, single-core, silver-plated, teflon-insulated copper wire. There will be about 133 turns in this winding, though it can vary from 127 to 147 turns due to manufacturing tolerances in the insulation. This will need a wire length of about 100 feet, and the whole of the toroid is covered by this ‘secondary’ winding. Count the exact number of turns in yo ur actual winding and make a note of it. This secondary winding is held in place with melted beeswax, and when that has hardened, the winding is then wrapped tightly with a good quality glass tape. This makes a good base for the primary windings which w ill be wound on top of the tape layer.
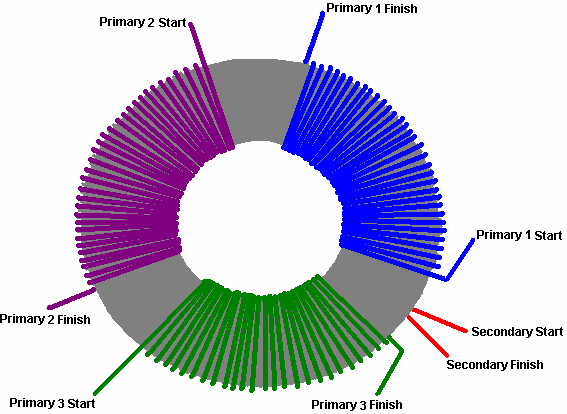
Please note that every winding starts by passing over the toroid, proceeds in a counter-clockwise direction, and finishes by passing under the toroid. Every winding is created in this way and the quality of workmanship is very important indeed when making these windings. Each winding needs to be tight and positioned exactly with turns touching each other in the centre of the toroid and positioned on the outer edge with exactly equal spaces between each turn. Your construction work has to be better than that of a commercial supplier and needs to reach the quality demanded by the military, which would cost thousands of dollars for each toroid if it were to be made up for you by professionals.
The three primaries need to be wound on top of the tape wrapping which covers the secondary winding. These three windings are spaced out equally around the toroid, that is, at 120 degree centres. The leads of the secondary winding exit through the gap between two of the primary windings. The primary windings are held in place with beeswax, and then tightly taped. The primaries may need more than a single layer, and they are wound with the same direction of winds as the secondary, and the same care for even winding spacing as the secondary needed. Tape the entire core well with tightly-stretched PVC electrical tape after winding, to ensure that the primary windings do not move and then add an outer layer of winding tape. Bob uses the 1P802YE type on 3" rolls, both the 1" and 2" widths from:
http://www.lodestonepacific.com/distrib/pdfs/tape/1p802.pdf
This is where the generic information ends. The exact details of the primary windings must be determined from the operational characteristics of the cells. This means that you must build, cleanse and condition your cells prior to making the operational measurements. This is done as follows: After full plate cleansing as described earlier, condition the plates until the cell stack reaches at least 150% but ideally 200% or more of Faraday’s maximum power efficiency (2.34 Watt-Hours per Litre per Hour). Then, allow the cell stack to cool to room temperature. The cell stack is then powered up with a variable-voltage power supply and the voltage adjusted until the cell current is exactly 2 amps. Write down the voltage needed to give this 2 amp current flow, and do it promptly before the cell starts to warm up again.
The objective here is to have the complex waveform generated by the electronics, produce voltages of about 25% of this measured voltage, so divide your measured voltage by four. The output from the electronics board is about
12.5 volts, so divide again by 12.5 to get the turns-ratio for the toroidal transformer. This is normally in the range of 3.0 to 3.5 and that means that the secondary winding needs to have that times as many turns in it as each primary winding does.
For example, (and example only) say your measured voltage happens to be 155 volts. Then the turns ratio would be 155 divided by 4 which is 38.75, and then divide that by 12.5 which gives 3.1 which is the turns ratio. If your secondary winding has, say, 134 turns in it, then the number of turns in each of the three primary windings would be 134 / 3.1 which is 43.23 turns. Round this upwards to give 44 turns.
If the number of turns which you use is off by one turn, then the tuning of the electronics board can compensate for it. If the number of primary turns is off by two turns, then it is possible that you might just be able to compensate for the error by tuning the board, but it is unlikely that you will. If the number of turns is three or more away from the optimum number calculated, then the impedance of the primary windings will be too far out for the board to tune it.
Normally, the diameter of the wire used in the primaries will be greater than that of the secondary because it will be driven by a much lower voltage and so will need a much higher current, but that is not the case here. Now that you have cleansed and conditioned the plates in your electrolyser, power up your inverter with your vehicle engine running at 2000 rpm or so, and measure the DC current taken by the inverter. This is the level of current which the primary windings have to carry, so the wire size can be selected from this measurement. Each primary winding is pulsed, so it is not carrying current all of the time, also, the final primary current is the sum of the three pulsing signals, so a reduction can be allowed for that. While the wire diameter for the primary windings of each toroidal transformer need to be calculated separately, a common diameter turns out to be AWG #20 (21 SWG). The wire length for the primaries will be greater per turn as the turns are now being made over the secondary winding. Forty-eight turns of #20 wire are likely to require at least thirty-five feet and that is for each of the three windings, assuming that all turns can be laid flat side-by-side. If it is necessary to make each a two-layer winding, then the wire length will increase further.
If you would like a 360 degree template for marking the positions of the primary windings, then there is one available at http://www.thegsresources.com/files/degree_wheel.pdf
Power Limits:
At the present time, the largest available iron-powder toroid commercially available is the Micrometals 6.5" unit. This sets the upper power limit for a Bob Boyce design electrolyser at 32 square inches of plate area. Bob’s present design uses six inch square plates, but the electrolyte level is maintained at just three inches and some area is effectively lost where the plates enter the walls and base of the housing. This 1 01-plate unit, when built with precision and conditioned and tuned correctly, can generate 50 lpm continuously and short bursts of up to 100 lpm. That is about one litre per minute of hydroxy gas per cell. This should be sufficient to run an internal combustion engine with a one litre engine capacity, but engines vary so much, that there can be no rule of thumb for the gas production rate needed for a given engine size.
The optimum operating voltage for his 101 -plate electrolyser has been established by Bob as being 1.5 volts per cell. However, the power limitation of the 6.5 inch toroid does not prevent the voltage being raised. So, if we opt for using a 220 volt inverter rather than the 110 volt one already described, then the number of cells can be doubled. This extends the case from about twenty inches in length to around forty inches. This might be suitable for use with vehicles up to two litre engine capacity and the unit can be located on the flatbed of a truck or the boot (trunk) of a car or beside a generator if it is being used to power an electrical generator. Electrical generator engines are usually incredibly inefficient with an overall efficiency of as little as 10% when the generator is considered. Consequently, running a generator on hydroxy gas alone is by no means as easy as it looks on the surface. If an electrolyser is installed in a vehicle, it is very important that no pipe carrying hydroxy gas is routed through any passenger area and a bubbler positioned close to the engine. The number one priority must always be safety.
Bob Boyce says: "I use a GE whole house water filter housing from Home Depot as the housing, costing just under $20. Inside it, I use an Ace Hardware 1 micron sediment filter element, which I force-submerge and soak in water for a few days prior to use. A pack of two costs just under $10. Do not be tempted to use the 5-15 micron sediment filters sold by both Home Depot and Ace Hardware for a few dollars less. Saving money here is NOT the right place to try to be cheap as the very health of your engine may rely on this filter if anything happens to your bubbler."
Increased gas output can be got by increasing the width of the plates while maintaining the plate area covered by the electrolyte. One possibility is to make the plates nine inches wide and keeping the electrolyte at a four-inch depth, giving thirty-six square inches of plate area. The plate size would then be 9” x 6” or any other height up to 9” x 9”.
The reason why a Boyce electrolyser can give 1,200% of the maximum possible gas output determined by Michael Faraday, is that this unit pulls in large amounts of additional power from the environment. So, the vehicle electrics is used primarily to power the pulsed toroidal circuitry which taps this energy, and the conversion of water to hydroxy gas is performed primarily by energy drawn from the environment.
Plate surface preparation is very important and is described in detail. However, the way that the plates operate when used for straight DC electrolysis is quite different from the way that they operate when being used in high- efficiency pulsed-mode:
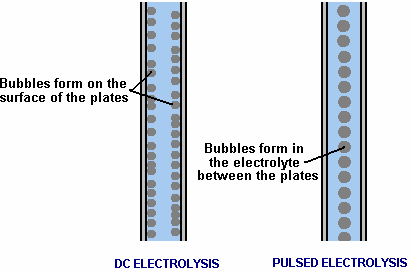
With straight DC-electrolysis, the bubbles of hydroxy gas form on the face of the plates and break away, helped by the thousands of microscopic, sharp-peaked mountains created on the face of every plate by the two-direction scoring with sandpaper. With the pulsed technique, the hydroxy bubbles form in the electrolyte itself, between the plates and give the visual impression of the electrolyte boiling.
It should be realised that with the large gas volumes produced with the 101 -plate and 201 -plate electrolysers, that a considerable pipe diameter is needed to carry the gas, and even more importantly, the two bubblers used need to be a considerable size. It is important that the bubbles streaming up through the water in the bubbler do not form a continuous column of hydroxy gas as that coul d carry a flame straight th rough the bubbler and defeat the protection which it normally provides. A good technique to combat this and improve the scrubbing of electrolyte fumes out of the gas, is to put a large number of small holes in the sides of the pipe carrying the gas down into the water in the bubbler. This creates a large number of smaller bubbles and is much more effective.
Connecting the Electrics:
Bob has specified that the primary windings are connected between the board outputs and the positive supply for the board like this:
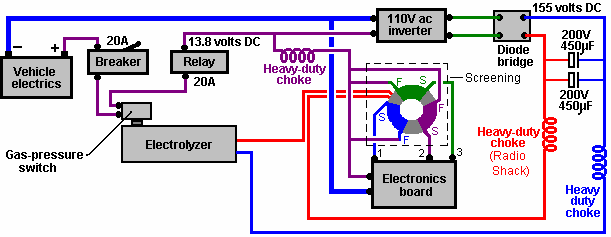
In the above diagram, two 200 -volt 470 microfarad capa citors are used to smooth the pulsing DC waveform coming from the diode bridge. Their inclusion will have a considerable effect on the waveform. It is important to include heavy-duty chokes (coils) in both sides of the high voltage power supply and in the 13.8 volt positive lead coming from the vehicle electrics. These choke cores are available from Radio Shack in the USA and are wound with wire capable of carrying the current which they have to handle (perhaps AWG #8 or SWG 10 for the low voltage choke and AWG #15 or SWG 17 for the high voltage), through it is perfectly ok to wind these chokes on laminated iron pieces taken from the frame of an old mains power transformer if one is available.
If all is well and the 20 -amp contact-breaker (or fuse) is not tripped, the electrical power passes through to the gas-pressure switch mounted on the electrolyser. If the gas production rate is greater than the engine requirement and as a result, the gas pressure inside the electrolyser gets above 5 psi. then the gas pressure switch disconnects the electrical supply which in turn, cuts off the generation of more gas until the pressure inside
the electrolyser drops again as the engine uses the gas. If all is well, the gas -pressure switch will be closed and the electrical power is then passed to the relay’s switch contacts. The relay is wired in such a way that the relay will be powered up if, and only if, the engine is running. If all is well and the relay contacts are closed, then the power is passed through to both the inverter and the electroni cs board. The inverter output is 110 volts AC so it is passed through a diode bridg e which converts it to pulsing DC with a peak value of about 155 volts. This voltage and the output of the electronics board toroidal transformer are passed to the electrolyser to break down the water and generate hydroxy gas. The wire connecting the vehi cle negative to the inverter and the electronics board should be very heavy duty. For clarity, the diagram above shows the electronics circuit board below the toroid, but due to the very strong magnetic fields generated by the toroidal transformer, the circuit board is physically placed in the hole in the centre of the toroid as that is the one place where there is no significant magnetic field.
There is a lot of power stored in a charged battery. It is important therefore, to protect against short-ci rcuits in any new wiring being added to a vehicle, if this electrolyser is to be used with a vehicle. The best overall protection is to have a circuit-breaker or fuse connected in the new wiring immediately after the battery. If any unexpected load occurs anywhere in the new circuitry, then the circuit will be disconnected immediately.
It is also important that the electrolyser is only connected and operating when the engine is running. While the gas-pressure switch should accomplish this, it is no harm to have additional protection in the form of a standard automotive relay in the power supply line as shown in the diagram above. This relay coil can be connected across the electric fuel pump, or alternatively wired so that it is powered up by the ignition switch being turned on.
Positioning the Electronics
The descriptions and diagrams have been presented with the objective of helping you understand in broad outline, what Bob Boyce’s electrolyser is and very roughly speaking, how it operates. There are practical details which you should discuss in the WorkingWatercar forum as there experienced people there who will help builders get the details right.
It should be realised that the strong, rapidly pulsing currents generated by the electronics, cause very powerful magnetic fields. These magnetic fields can disrupt the operation of the circuitry. These fields flow around inside the toroid core and this creates an area of very reduced magnetic activity in the space in the centre of the toroid. For that reason, it would be ideal if the circuit board were placed in that area with the toroid surrounding it. However, the electronics board size does not allow this at the present time, so instead, Bob places the toroid inside a custom, circular housing, something like a biscuit tin made of aluminium which operates as a “Faraday Cage” to protect against the magnetic fields produced:

Supplying the Water:
The potassium hydroxide is not used up when the electrolyser is operated. A small amount leaves the electrolyser in the form of vapour but this is washed out of the gas in the first bubbler. Two bubblers are used, the first is located beside the electrolyser and connected to i t via a one-way valve. The second bubbler is located close to the engine. From time to time, the water in the bubblers is poured back into the electrolyser and that prevents the loss of any potassium hydroxide. Not only does this conserve the potassium hydroxide, but it also protects the engine as potassium hydroxide has a very bad effect inside the engine itself.
The overall water system is like this in broad outline, omitting the electrical safety devices:
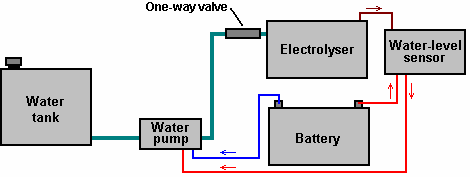
A probe inside the electrolyser senses when the average level of the electrolyte has dropped and powers up the water pump to inject more water into the electrolyser. The rate of gas production is so high with the pulsed system that the electrolyte level is place at about half the plate height. That is some three inches below the tops of the plates. Because of this violent action, the water -level sensor needs to be operated from the electrolyte outside the plates where the surface of the electrolyte does not move so violently.
A serious issue with an electrolyser of this type is dealing with water loss. As the plates have to be spaced closely together and the since the electrolyte between the cells is effectively isolated from the electrolyte in the other cells, driving a mile down the road is liable to lower the water level by half an inch (say, one centimetre). It is essential to keep replacing the water which is used.
Two things have to be dealt with:
-
Sensing when the electrolyte level has fallen, and
-
Creating some device for getting extra water into each cell
Simple electronics provides the answer to sensing the level of the electrolyte, and a windscreen-washer water pump can be used to inject the additional water.
A sensor for the water in the cells can be on just one cell. If the water level of any one cell falls below the level in the other cells, then the gas produced in that cell will be slightly less than the other cells, so it will lose less water until the water levels match a gain. Also, Bob recommends cutting the slots which hold the plates, 3 ten thousandths of an inch (0.0003” or 0.0075 mm) larger than the actual thickness of the metal plates. This effectively blocks electrical leakage between adjacent cells but does allow a very gradual migration of electrolyte between the cells to help maintain an even electrolyte surface across the cell.
The water -level sensor can be just one stiff stainless steel wire run down each side of any cell. These wires should be insulated to make sure that they do not short-circuit to either (or both) of the plates on each side of them. They should be set so that their tips are at the intended surface level of the electrolyte.
If the electrolyte level drops below the tip of the wire sensors, then the resistan ce between the wires will fall, indicating that more water is needed. This can switch the water pump on, which will raise the water level until the electrolyte level reaches the tip of the wire again. A possible circuit for doing this is shown here:
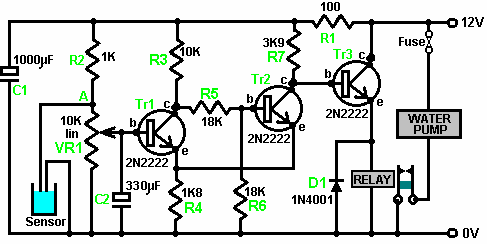
When the level of the electrolyte falls, the sensor wires come clear of the liquid and the voltage at point ‘A’ rises. Provided that this situation remains for a second or two, capacitor C2 charges up and the voltage on the base of transistor Tr1 rises, causing it to switch on. Transistors Tr1 and Tr2 are wired as a Schmitt trigger, so transistor Tr2 changes state rapidly, raising the voltage at its collector, and causing transistor Tr3 to power the relay on. The relay contacts switch the water pump on, which raises the level of the electrolyte until it reaches the sensor wires again. This flips the circuit back into its standby state, powering down the water pump. Resistor R1 feeds capacitor C1 to reduce the effects of variations of voltage reaching the sensor circuit. The components shown here are not critical and there must be at least twenty alternative designs for this circuit.
A possible physical layout for this circuit is shown here:
The build is based on using the standard 1 0-strip, 3 9-hole strip-board. For convenience in drawing, the holes are represented as the points where the lines cross in the diagram shown here:
The horizontal lines represent the copper strips and the intersections with the vertical lines represents the matrix of holes. Many different layouts could be used for this circuit, so the following diagram is only a suggestion:
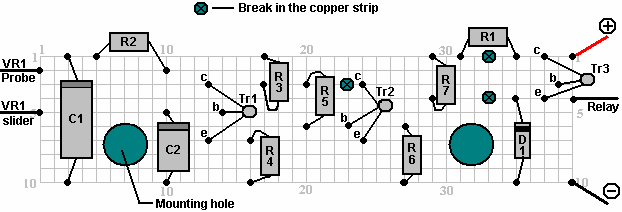
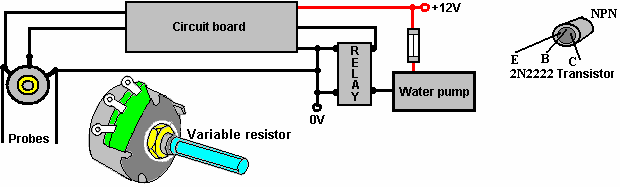
Components:
R1 100 ohms C1 1000 microfarad 35 volt or higher
R2 1,000 ohms C2 330 microfarad 16 volt or higher R3 10,000 ohms
R4 1,800 ohms D1 1N4001 or similar 100 volt or higher 1 amp R5 18,000 ohms
R6 18,000 ohms Tr1 to Tr3 2N2222 or 2N2222A or similar
R7 3,900 ohms 40V, 800 mA, 5 00 mW, gain 100 - 300
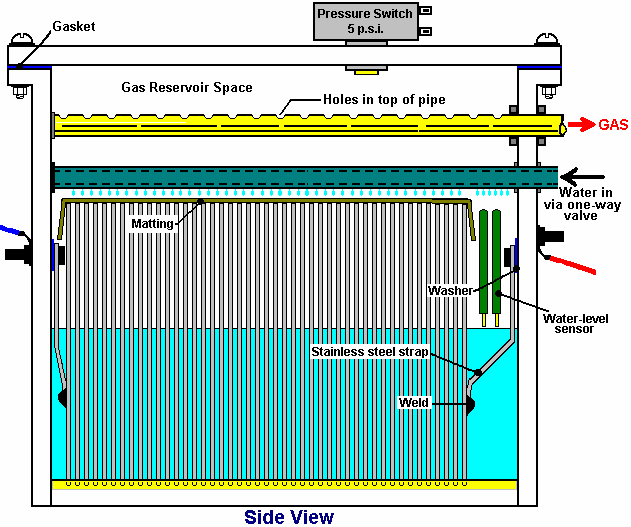
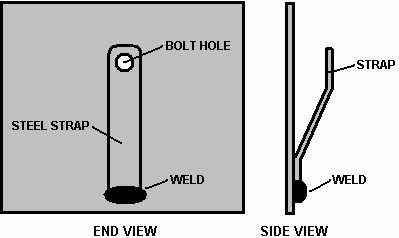
To combat splashing of the electrolyte, a layer of aquarium matting is placed over the tops of the plates. In the diagram above, only a few of the 101 plates are shown, in order to keep the drawing narrow enough to fit on the page. The plates at each end have a stainless steel strap welded to them in order to allow for simple and robust electrical connections to be made through the case.
The water supply is arranged to feed equal amounts of water to each cell. The design for this supply pipe has recently been improved by Ed Holdgate and Tom Thayer and Ed now supplies one along with the precision housings which he makes for Bob’s design. The new design has a water-supply pipe with very accurately cut slots in it. The lengths of the slots are directly related to how far along the pipe they are positioned. The objective is to have the same amount of water coming out of e ach slot even though the water pressure drops the further along the pipe the slot is located.
That water supply pipe is then housed in an outer pipe which has a hole drilled in it exactly above each of the bodies of electrolyte trapped between the plates (a 3/16” spacing):
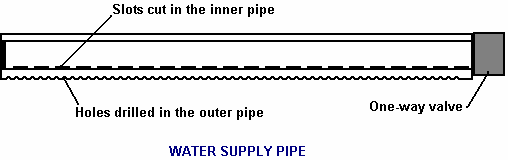
This water supply pipe arrangementworks well in practice and it looks surprisingly like the gas take-off pipe which has a series of holes drilled along the top of it:
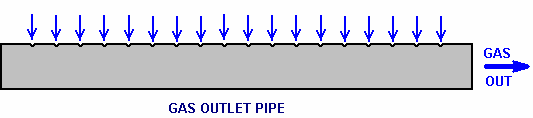
This arrangement works well as it allows large volume gas flow out of the cell and yet makes it difficult for any splashes of electrolyte to make it into the pipe.
Connecting to the Engine:
The way that the gas output from the electrolyser is handled is very important. It is vital that there is no possibility of the gas inside the electrolyser being ignited and causing an explosion. Firstly, to prevent any back-pressure, a one-way valve is fitted immediately after the electrolyser:
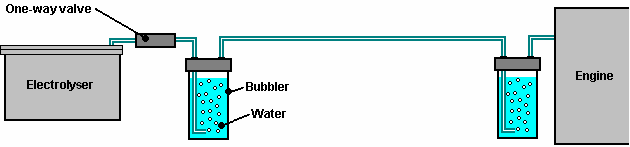
Further building advice and general encouragement can be had from various enthusiast forums, including: http://tech.groups.yahoo .com/group/WorkingWatercar/
http://tech.groups.yahoo.com/group/Hydroxy/
http://tech.groups.yahoo.com/group/watercar/
Practical Issues
No matter which variety of electrolyser cell is used, it is essential to put a bubbler between it and the engine intake. This is to prevent any accidental ignition of the gas reaching the electrolysis cell. Also, no electrolyser should be operated or tested indoors. This is because the gas is lighter than air so any leak of gas will cause the gas to collect on the ceiling where it can cause a major explosion when triggered by the slightest spark (such as is generated when a light switch is turned on or off). Hydrogen gas escapes very easily indeed as its atoms are very, very small and can get through any tiny crack and even directly through many apparently solid materials. Testing electrolysers should be done outdoors or at the very least, in very well-ventilated locations.
Using at least one bubbler, and preferably two, is an absolutel y vital safety measure. A typical bubbler looks like this:
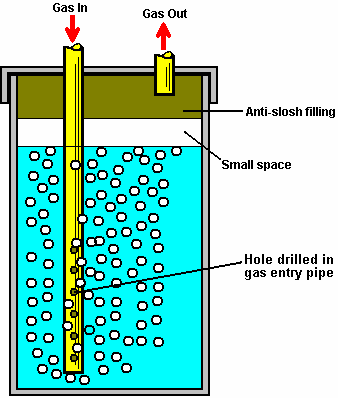
Bubbler construction is very simple indeed. It can be any size or shape provided that the outlet of the entry tube has at least five inches (125 mm) of water above it. Plastic is a common choice for the material and fittings are easy to find. It is very important that good sealed joi nts are made where all pipes and wires enter any container which has hydroxy gas in it. This, of course, includes the bubbler. Bob Boyce’s 101 -plate units pr oduce up to 100 lpm of gas, so these need large diameter gas piping to carry that substantial volume and the bubblers need to be big as well. It is also a good idea to drill additional holes in the entry pipe from half way down below the surface of the water, in order to create a larger number of smaller bubbles
The anti-slosh filling in the cap is to prevent the water in the bubbler from splashing up into the exit pipe and being drawn into the engine. Various materials have been used for the filling including stainless steel wool and plastic pot scourers. The material needs to prevent, or at least minimise, any water passing through it, while at the same time allowing the gas to flow freely through it. The bubbler should be of robust construction as hydroxy gas produces a very severe shock -wave when ignited, faster than any pop -off fitting can handle.
Let me stress again, that this document does NOT recommend that you actually build any of the items of equipment discussed here. The ‘hydroxy’ gas produced by electrolysis of water is extremely dangerous, explodes instantly and cannot be stored safely, so this docum ent is strictly for information purposes only.
However, to understand the process more fully, the following details would need to be considered carefully if somebody decided to actually build one of these high-voltage series -cell devices.
There is a considerable difference between a mixture of hydrogen and oxygen gases (‘hydroxy’) and petrole um (gasoline) vapour. While they both can serve as fuel for an internal combustion engine, they have considerable differences. One major difference is that hydroxy gas burns very much faster than petrol vapour. That would not be a problem if the engine was originally designed to burn hydroxy gas. However, most existing engines are arranged to operate on fossil fuels.
If using hydroxy gas to improve the burn quality and improve the mpg of a vehicle, no timing adjustments are normally necessary. However, all recent cars in the USA are fitted with an Electronic Mixture Controller and if nothing is done about that, a decrease in mpg may actually occur as the Controller may start pumping more fuel into the engine when it sees a change in the quality of the exhaust.
If an engine is run without any fossil fuel at all, then timing adjustments need to be made. Hydrocarbon fuels have large molecules which do not burn fast enough to be efficient inside the cylinder of an engine. What happens is that for the first fraction of a second after the spark plug fires, the molecules inside the cylinder split up into much smaller particles, and then these smaller particles burn so fast that it can be described as an explosion:
Because of the delay needed for the conversion of the hydrocarbon molecules to smaller particles, the spark is arranged to occur before the Top Dead Centre point. While the molecules are splitting up, the piston passes its highest point and the crankshaft is some degrees past Top Dead Centre before the driving pressure is placed on the head of the piston. This driving force then reinforces the clockwise rotation of the crankshaft shown in the diagram above and the motor runs smoothly.
That will not happen if a hydroxy gas/air mixture is substituted for the petrol vapour. Hydroxy gas has very small molecule sizes which do not need any kind of breaking down and which burn instantly with explosive force. The result is as shown here:
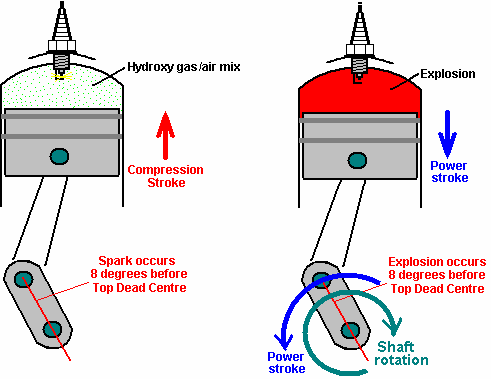
Here, the explosion is almost instantaneous and the explosion attempts to force the piston dow nw ards. Unfortunately, the crankshaft is trying to drive the piston upwards past the Top Dead Centre (‘TDC’) point, so the explosion will not help the engine run. Instead, the explosion will stop the crankshaft rotating, overload the crankshaft and connecting rod and produce excessive pressure on the wall of the cylinder.
We do not want that to happen. The solution is to delay the spark until the piston has reached the position in its rotation where we want the explosion to take place - that is, in exactly the same place as it did when using petrol as a fuel.
In the example above, the spark would be retarded (delayed) from 8 degrees before TDC to 10 degrees after TDC, or 18 degrees overall. The spark is ‘retarded’ because it needs to occur later in the rotation of the crankshaft. The amount of retardation may vary from engine to engine, but with hydroxy gas, the spark must never occur before TDC and it is preferable that the crankshaft has rotated some degrees past TDC so that most of the push from the piston goes to turn the crankshaft and as little as possible in compressing the crankshaft.
Diesel Engines
Diesel engines do not have spark plugs and so there is no timing alterations needed with them. Any booster volume of hydroxy gas can be added into the air entering a diesel engine and it automatically helps the mpg performance. If a really large volume of hydroxy gas is available, then the diesel engine is set to tick over on diesel and hydroxy gas is then added to rev the engine up and provide the power. The amount of hydroxy gas should not exceed four times the amount of diesel as engine overheating will occur if it does.
Roy McAlister has been running internal combustion engines on hydrogen and many mixtures of hydrogen and other fuels for forty years now. He advises anybody interested in implementing a system like this, to start with a single-cylinder engine of five horsepower or less. That way, the techniques are easily learnt and experience is gained in tuning a simple engine running on the new fuel. So, let us assume that we are going to convert a small generator engine. How do we go about it?
First, we obtain our supply of the new fuel. In this case, let us assume that we will produce hydroxy gas using a multi-cell high -voltage series electrolyser as described earlier. This unit has an electrical cut-off operated by a pressure switch which operates at say, five pounds per square inch. Assuming that the electrolyser is capable of producing a sufficient volume of gas, this is roughly equivalent to a hydrogen bottle with its pressure regulators.
In broad outline, the gas supply would look like this:
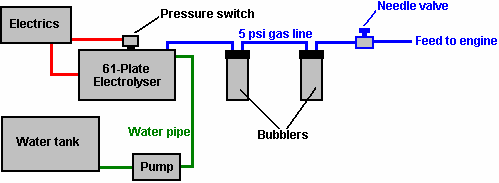
The physical connection to the engine is via a 6 mm (1/4 inch) stainless steel pipe, fitted with a standard knob - operated needle valve. The carburettor is removed altogether to allow maximum airflow into the engine, (or failing this, the throttle valve of the carburettor is opened wide and se cured in that position). The stainless steel gas pipe has its diameter reduced further by the use of a nozzle with an internal diameter of 1 mm or so (1/16 inch or less), about the size of a hypodermic needle used by a vet. Hydroxy gas has very small molecules and will flow very freely through tiny openings. The nozzle tip is pushed close to the intake valve and the gas feed pipe is secured in place to ensure no movement:

When the engine is about to be started, the needle valve can be hand-adjusted to give a suitable level of gas flow to maintain tick-over, but before that can happen, the timing of the spark needs to be adjusted
There are two main ways to adjust the timing. The first is mechanical, where an adjustment is made to the mechanism which triggers the spark. Some small engines may well not have a convenient way to adjust the timing by as much as is needed for this application. The second way is to delay the spark by an adjustable electronic circuit (for instance, an NE555 monostable driving a FET). This can either be built or bought ready made. One supplier which offers a dashboard-mounted manually controlled ready-built ignition delay unit is http://www.msdignition.com/1timingcontrols.htm and there are others.
Waste spark.
There is one other very important consideration with small engines and that is the way in which the spark is generated. With a four-stroke engine, the crankshaft rotates twice for every power stroke. The spark plug only needs to fire every second time the piston approaches its highest position in the cylinder. This is not particularly
convenient for engine manufa cturers, so some simplify matters by generating a spark on every revolution. The extra spark is not needed, contributes nothing to the operation of the engine and so is called the “waste spark”. The waste spark does not matter for an engine running on fossil fuel vapour, but it does matter very much if the fuel is switched to a h ydroxy gas/air mixture.
As has been shown in the earlier diagrams, it is necessary to retard (delay) the spark by some eighteen degrees or so when using hydroxy gas, due to its very much faster ignition rate. Delaying the hydroxy fuel ignition point until after Top Dead Centre sorts out the situation in an entirely satisfactory manner for the Power Stroke of the engine. However, if the engine generates a spurious ‘waste spark’ that waste spark does cause a serious problem.
In the case of the fossil fuel, any waste spark will o ccur towards the end of the E xhaust Stroke and it will have no real effect (apart from wasting electrical power). In the case of the hydroxy fuel, the engine has completed the Exhaust Stroke, the outlet valve has closed, the intake valve has opened and the gas is being drawn through the open inlet valve into the cylinder in the Intake Stroke. At that instant, there is an open passage from the spark plug, through the cylinder, through the open intake valve, to the gas supply pipe and through it to the bubbler between the electrolyser and the engine. If a waste spark takes place, it w ill ignite the gas:
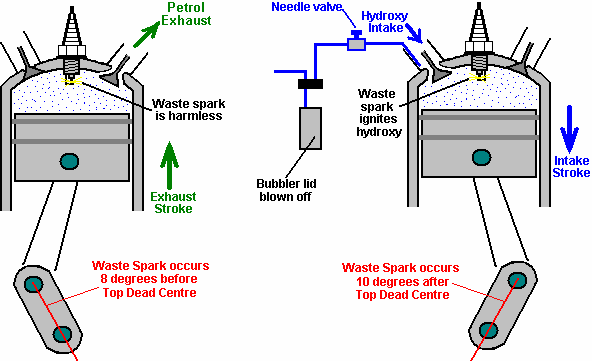
The gas ignition is highly likely if there is a waste spark in an engine using hydroxy fuel and (the necessary) retarded ignition. Trying to eliminate the unwanted spark by using a ‘divide -by-two’ electronic counter circuit is not likely to be successful unless there is some mechanically cer tain way of triggering the counter circuit at start-up. The best way of overcoming a waste spark, if the engine has one, is to use a 2:1 gearing arrangement on the output shaft of the motor and using the slower shaft to trigger the spark. Multi -cylinder engines do not usually have a waste spark. It is also possible to operate a contact from either the camshaft or directly from one of the valve stems. It has also been suggested that using a pressure-operated switch on the exhaust system would be effective, and another suggestion is to delay the opening time of the intake valve until after waste spark has occurred, though this may create a good deal more engine noise.
Once some experience has been gained in operating a single cylinder engine on hydroxy gas, the move to a full- sized engine is not very difficult. Each cylinder of the large engine is pretty much the same as the small engine. Instead of running a small tube down the carburettor intake of each cylinder, it is more convenient and economic to use the existing intake manifold, leave the throttle wide open and run the hydroxy gas pipe into the manifold. A flexible stainless steel pipe section should be used to absorb the vibration of the engine relative to the electrolyser. Roy McAlister suggests using a knob-operated needle valve to set the idling speed to about 1,000 rpm and placing a throttle-operated lever valve in parallel with it for applying more power to the engine:
It is n ot immediately clear to me why this arrangement is recommended as the knob -operated needle valve use to set the idling rate appears to be redundant. There appears to be no particular reason why a screw adjustment
could not be used on the lever valve linked to the acceler ator pedal of the vehicle. If that were done, then the throttle screw could be used to set the idle rate and the screw locked in position. That way, the needle valve and two Y-connectors could be dispensed with. The only possible reason which suggests itself is that there is slightly less physical construction needed for the recommended way shown here:
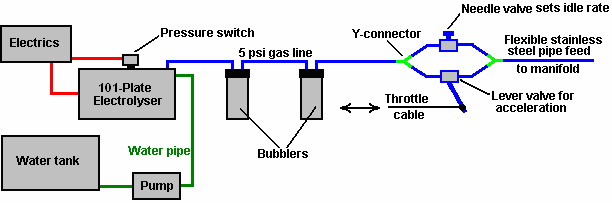
One supplier of flexible tubing suitable for this sort of work is http://www.titeflexcommercial.com but there will be many others.
Engine Size Limits
A 101 -plate Boyce electrolyser accurately built, properly cleansed and conditioned, produces about 50 litres per minute of hydroxy gas continuously, when tuned properly and can sustain short bu rsts of 100 lpm. It is really not possible to say how much hydroxy gas is needed to ope rate any particular engine as the energy requirement varies so much from engine to engine even though they m ay have the same engine capacity. However, is very rough ball-park figures, it would not be unusual for a 2 litre capacity engine to run satisfactorily on 100 lpm of hydroxy gas. Please remember that when flow rates like 100 lpm or more are being dealt with, that it is essential to use a large -diameter pipe (say, one-inch diameter) from the electrolyser onwards. Also, the bubblers need to be physically larger. It is essential to avoid any possibility of large hydroxy gas bubbles forming a continuous path through the water in the bubbler as that would allow a flame-front to pass directly through the water in the bubbler which is exactly what the bubbler is there to prevent, so don’t skimp on the size of the bubblers, especially as they will only be half-filled when the gas flow rate is very high. Bob Boyce explains the present limits on gas production as follows:
The impedance of the “MicroMetals T650” toroidal core reaches a maximum at 36 square inches per plate, it is possible to use one long 201-plate electrolyser, powered with double the voltage. The problem is that we can’t increase the current density as it would increase the toroid temperature which would cause the permeability to decrease. However, we can increase the vol tage without worrying about increasing the toroid
temperature, so going to 240 vol ts AC is not a problem.
A 201-plate electrolyser could achieve 200 lpm which would be able to power a 3 to 4 litre engine. Ideally, an electrolyser of that type would have a microprocessor controller circuit board, as that should generate faster pulse transition speeds than the present circuit board. An electrolyser of that type would need a revised case design to take stainless steel plates which are 9 inches wide and 6 inches tall. The electrolyte level would then be set to a 4 inchdepth, giving the same 36 square inches of active plate area.
A 101 -plate electrolyser measures about 20 inches in length. A 201 -plate unit would be about 40 inches long and so would fit into the boot (trunk) of a car or the back of a pick-up. This means that there is still more potential left in the “T650” toroid before there is any need to find a larger toroid.
An 8 inch toroid with a 101-plate unit could fuel an engine of up to 4 litres capacity. A 10 inch toroid driving a 101 - plate unit could fuel a 5 litre engine. In these cases, the plate areas would be larger than 6” x 6” because with a larger toroid, the current can be increased without overheating the toroid and lowering it’s permeability.
The information from Micrometals is that their hydraulic press can make toroids up to 8 inches in diameter, but the success rate diminishes as the diameter increases. As it is, the success rate for making the 6.5 inch diameter is their best economical rate. For larger diameters, the cost of the increased failure rate is passed on to the buyers.
There is word of a small private Canadian outfit that is working with 5 gallon pails of mining tailings to extract high- permeability materials which can be used to make larger toroids. They crush the tailings into fine powder with a huge milling stone, then pass the powder under a magnet to collect the magnetic material. They do this several times and then mix the remaining material with a binder to form a toroid.
Every company in the toroid making ind ustry has their own proprietary formula for making toroids. This particular Canadian company's 6.5 inch toroid matches the Micrometals T650 pretty well. If there is enough interest, they can quote a quantity rate for a larger toroid.
Measuring Gas Output Rates
People frequently ask how they can measure the rate at which their particular electrolyser produ ces hydroxy gas. Although there are minor issues of temperature and pressure, the common method is to take a plastic bottle of known capacity and fill it with water.
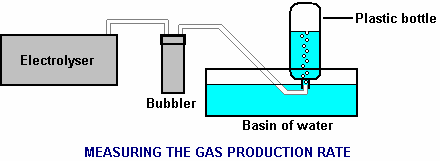
The neck of the filled bottle is placed under the surface of water in an ordinary basin, as shown above. The electrolyser is then powered up and the length of time taken for the gas to push the water out of the bottle indicates the rate of gas production. If it takes three minutes to empty a two litre bottle, then it would have taken one and a half minutes to push the water out of a one litre bottle. It would be reasonable then, to describe the gas production rate as being two thirds of a litre per minute or 0.67 lpm. This measurement method is only approximate as it does not allow for volume variations caused temperature, pressure and water vapour, but is good enough for practic al purposes.
Do not light the large volume of hydroxy gas contained in the bottle at the end of the test as the explosion is likely to damage your hearing and may well cause you other injuries. Instead, empty the bo ttle by pouring the contents upwards when out of doors. Don’t do that indoors as the hydrogen is likely to pond on the ceiling, mix with the air and form an explosive pool which can be triggered by the spark when a light switch is operated. Treat hydroxy gas with respect as it is most definitely not a toy.
Stationary Applications
Some people wish to try home applications with an electrol yser of this type, and they ask about powering the unit directly from the mains, rather than from the electrical system of a vehicle. This is a practical proposition and it has the advantage that size and weight are no longer of any greatimportance. The circuit would alter very slightly for this application as shown here:

Here, instead of an inverter to create 110 volts AC, a car battery charger or mains Power Supply Unit is needed to provide the same voltage that the vehicle electrics would have provided. It would probably be worth putting a large value capacitor across the output of the car battery charger to help sm ooth out the voltage ripple which it will produce. Don’t forget that it needs to be able to suppl y considerable current and so it will be rated as a “heavy- duty” battery charger. If a 200-cell uni t is to be used, then a 1:2 mains step -up transformer will also be needed to raise the mains voltage to 220 volts.
In countries which have a 220 volt mains supply, then a 2:1 step -down mains transformer would be needed for a 100-cell unit but not for a 200-cell unit. The circuit would then be:

Bob Boyce’ s Experiences:
Bob had an electronics business down in south Florida where he owned and sponsored a small boat-race team through his business, starting in 1988. He had a machine shop behind his business, where he did engine work. He worked on engines for other racers and a local minisub research outfit which was building surface-running
drone type boats for the DEA. He delved into hydrogen research and started building small electrolysers using distilled water mixed with an electrolyte. He then resonated the plates to improve the efficiency of the units. He discovered that with the right frequencies, he was able to generate ‘monatomic’ Hydrogen and Oxygen rather than the more common ‘diatomic’ versions of these gasses. When the ‘monatomic’ gasses are burnt, they produce about four times the energy output produced by burning the more common dia tomic version of these gasses.
About 4% of diatomic Hydrogen in air is needed to produce the same power as petrol, while slightly less than 1% of monatomic Hydrogen in air is needed for the same power. The only drawback is that when stored at pressure, monatomic hydrogen reverts to its more common diatomic form. To avoid this, the gas must be produced on - demand and used right away. Bob used modified Liquid Petroleum carburettors on the boat engines to let them run directly on the gas produced by his electrolysers. Bob also converted an old Chrysler car with a slant six- cylinder engine to run on the hydrogen set-up and tested it in his workshop. He replaced the factory ignition with a high energy dual coil system and added an optical pickup to the crankshaft at the oil pump drive tang to allow external ignition timing adjustment. He used Bosch Platinum series spark plugs.
Bob never published anything about what he was working on, and he always stated that his boats were running on hydrogen fuel, which was allowed. Many years later that he found that he had stumbled on was already discovered and known as "Browns Gas", and the re were companies selling the equipment and plans to make it.
Bob’s electrolyser is fairly simple to make but it requires a lot of plates made of 316 stainless steel able to withstand the more exotic electrolytes which are more efficient, a plastic box to contain the plates, 1/8" spacers to keep the rows of plates apart, the electrolyte, and an adjustable-frequency modified pseudo-sinewave inverter for the drive electronics. A total of 101 plates 6 inches square are used to give a lar ge surface area. These have their surfaces scoured with coarse sandpaper in an "X" pa ttern to give a fine crosshatch grain which added fine sharp points to the surfaces.
This is found to improve the efficiency of the electrolysis. The box has two threaded ports, a small one for injecting replacement distilled water, and a larger one for extracting the hydroxy gas. Under the top cover is a piece of plastic matting to prevent sloshing. It is very important to keep the electrolyte le vel below the tops of the plates to prevent current bypassing any cells and creating excessive water vapour.
Bob places a 5 Pounds per Square Inch cut-off switch in a tee on the water injection port that shut the drive electronics down when the pressure in the unit hit 5 PS I. This allows the unit to be able to supply on demand without building up too much pressure in low-demand situations. He builds a bubbler from a large home cartridge type water-filter housing to prevent any backfire from travelling back up the gas feed pipe to the electrolyser. Without some sort of bubbler there is the risk of the electrolyser exploding if a flame front from the engine flows back to it and the bubbler washes out any traces of elect rolyte vapour from the hydroxy gas.
The copper mesh screens designed for welding gasses will not work as hydrogen has a much higher flame propagation speed which passes straight through the copper mesh. The bubbler should be placed close to the engine so as to limit the amount of recombination of the gasses from monatomic to diatomic varieties. The hydroxy gas should be fed to the vapour portion of a Liquid Petroleum Gas carburettor system. The carburettor will have to be modified for hydrogen use (different mixture rate than propane) and adjusted for best performance with the system running.
Bob found that the best electrolytes to use were Sodium Hydroxide (NaOH) and Potassium Hydroxide (KOH). While Sodium H ydroxide works well and is much easier to get (‘Red Devil’ lye found in most department stores) than the slightly more efficient Potassium Hydroxide. Whatever is used, be very careful what construction materials are used. Make absolutely sure that they are compatible with the chosen electrolyte (Plexiglas acrylic sheet was what Bob used). Never use glass containers for mixing or storing Potassium Hydroxide as most of these containers do not have glass of high enough quality to withstand a caustic solution.
Bob never had the chance to drive the test Chrysler on the road with this system. Instead, he placed the rear end up on jack -stands and ran the engine under no-load conditions in drive just to test and tune the system and get an idea of how well the engine held up on the hydrogen fuel. The vehicle was run for a mileometer recorded distance of one thousand miles in this set-up with the hydrolysis being fully powered by the alternator of the vehicle. With the vehicle running at idle, the drive electronics consumed approximately 4 to 4.3 Amps @ 13.8 V DC. With the rear wheels off of the ground, and the engine running with the vehicle speedometer registering 60 mph, the drive electronics drew approxim ately 10.9 to 11.6 Amps @ 13.8 V DC.
The unit does not use "normal brute for ce" electrolysis when operating in high efficiency mode. It relies mainly on a chemical reaction that takes place between the elect rolyte used and the metal plates, which is maintained by electrical energy applied and stimulated into higher efficiency by the application of multiple harmonic resonances which help to "tickle" the molecules apart. Multiple cells in series are used to lower the voltage per cell and limit
the current flow in order to reduce the production of water vapour. It relies on the large surface area of the total number of cells to get the required volume of fuel vapour output.
In the first prototype of this design, Bob used a custom built controller/driver which allowed a lot of adjustment so that performance could be tested using different frequencies, voltages, and waveforms individually. The result was a pattern of 3 interwoven square waves rich in harmonics that produced optimum efficiency. When Bob had the basics figured out he realised that he could just replace the custom controller/driver unit with a modified inverter (much easier than building a unit from scratch). He experimented using a 300 watt pseudo-sine wave inverter that had been modified so the base frequency could be adjusted between 700 and 800 Hz. The stepped sine wave output was fed through a bridge rectifier which turned each stepped sine wave into two positive stepped half waves. Each of these half waves had 8 steps, so a single cycle was turned into 16 steps. The resulting output, while not consisting of intermixed square waves, was still rich in harmonics, and it was much easier to adjust to the point of resonance than trying to tune 3 separate frequencies. Please note that these inverters are no longer available for purchase and that Bob’s triple oscillator board design is far superior, giving more than double the output produced by the old inverter and is definitely the board to use with Bob’s electrolyser.
The frequency range can change depending on the number of steps in the pseudo-sine wave of the inverter you choose since not all inverters are created equal. The desired effect is caused by the multiple harmonic resonances in th e inverter output at higher frequencies. You will know when you hit resonance by the dramatic increase in gas output. The frequency does vary a bit depending on what electrolyte is used, the concentration of the electrolyte solution, the temperature of the electrolyte, water purity, etc.
Bear in mind that Bob’s electrolyser tank was large enough to hold 61 plates of 316 grade stainless steel which were 6" X 6" each, spaced 1/8" apart, to create 60 cells in series, with the 130 V DC power from the inverter, through the bridge rectifier, applied to the end plates only. That gave 4,320 square inches of surface area, plenty of surface area to produce enough fuel for a vehicle engine. The best electrolyte for efficiency was Potassium Hydroxide, and the electrolyte level must be kept below the tops of the plates to prevent any current from bypassing the plates and creating excess water vapour through heating. Distilled water was used to prevent contamination of the electrolyte which would result in reduced performance and efficiency.
The unit had 316 grade stainless steel wires welded to the tops of the end plates. The other ends of the wires were welded to 316-grade stainless steel bolts which passed through holes in the ends of the container, with rubber o-ring gaskets inside and out, located above the liquid level.
There was a PVC spray bar attached on the inside of the chamber to the water injection port with tiny holes drilled along its length on the underside to supply replacement water evenly to the cells when the water pump was switched on. A backflow-prevention valve on top of the tee was used to keep the gas from flowing back into the water lines. There was a mat of interwoven plastic fibres (air conditioner filter material) cut and fitted on top of the plates to help prevent sloshing. Do not use fibreglass mat, which could cause a severe reaction with some electrolytes, like Potassium Hydroxide.
It is very important to understand that unless an engine is originally designed for, or later modified for, running on vapour fuel such as Liquid Petroleum Gas (natural gas), that water mist injection be added. Unless the engine has the proper valves for vapour fuel, the stock valves will not survive for extended run times on vapour fuel of any kind without additional cooling of some sort. This is an issue of valve design by the vehicle manufacturers, not something detrimental because of hydroxy gas combustion. The manufacturers want to prevent their cars from being adapted to high mileage operation without adverse effects, so they designed the valves to fail if not cooled by excess raw fossil fuel.
Da ve Lawton’s Replication of Stan Meyer’s Water Fuel Cell . Stanley Meyer of the USA is probably the most famous person in the field of producing hydroxy gas from water. Stan was granted many patents in this and other fields. His earliest work on hydroxy gas was a cell which Stan named his “Water Fuel Cell” in an attempt to indicate that the cell would produce a fuel from water. Stan died some years ago, and recently, Dave Lawton of the UK built a cell intended to be a replication of Stan’s Water Fuel Cell. Unlike the cells mentioned earlier in this chapter, the Water Fuel Cell uses distilled water or tap water without any additive. However, like Bob Boyce’s electrolyser, a complex waveform is used to drive the cell. The objective here though, is to generate the hydroxy gas while using very little current.

Dave Lawton
The video of Dave Lawton’s replication of Stanley Meyer’s demonstration electrolyser (not his production electrolyser) seen at http://www.free-energy-info.com/WFCrep.wmv has caused several people to ask for more details. The electrolysis shown in that video was driven by an alternator, solely because Dave wanted to try each thing that Stan had done. Dave’s alternator and the motor used to drive it are shown here:
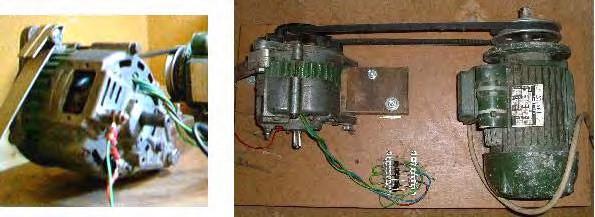
The field coil of the alternator is switched on and off by a Field -Effect Transistor (a “FET”) which is pulsed by a 555 timer circuit. This produces a composite waveform which produces an impressive rate of electrolysis. The tubes in this replication are made of 316L grade stainless steel, five inches long although Stan’s tubes were about sixteen inches long. The outer tubes are 1 inch in diameter and the inner tubes 3/4 inch in diameter. As the wall thickness is 1/16 inch, the gap between them is between 1 mm and 2 mm. The inner pipes are held in place at each end by four rubber strips about one quarter of an inch long.
The container is made from two standard 4 inch diameter plastic drain down-pipe coupler fittings connected to each end of a piece of acrylic tube with PVC solvent cement. The acrylic tube was supplied already cut to size by Wake Plastics, 59 Twickenham Road, Isleworth, Middlesex TW7 6AR Telephone 0208-560 -0928. The seamless stainless steel tubing was supplied by: http://www.metalsontheweb.co.uk/asp/home.asp
It is not neces sary to use an alternator - Dave just did this as he was copying each thing that Stan Meyer did. The circuit without the alternator produces gas at about the same rate and obviously draws less current as there is no drive motor to be powered. A video of the non-alternator operation can be seen at
http://www.free-energy-info.co.uk/WFCrep2.wmv.
The electrolyser has an acrylic tube section to allow the electrolysis to be watched, as shown here:

The electrolysis takes place between each of the inner and outer tubes. The picture above shows the bubbles just starting to leave the tubes after the power is switched on. The picture below shows the situation a few seconds later when the whole of the area above the tubes is so full of bubbles that it becomes completely opaque:

The mounting rings for the tubes can be made from any suitable plastic, such as that used for ordinary food- chopping boards, and are shaped like this:

And the 316L grade stainless steel, seamless tubes:

Here is the assembly ready to receive the inner tubes (wedged into place by small pieces of rubber):

The electrical connections to the pipes are via stainless steel wire running between stainless steel bolts tapped into the pipes and stainless steel bolts running through the base of the unit:
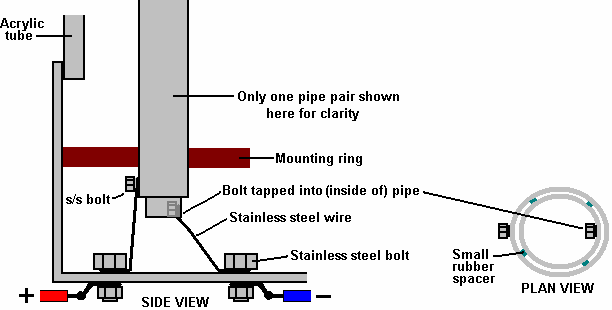
The bolts tapped into the inner tubes should be on the inside. The bolts going through the base of the unit should be tapped in to give a tight fit and they should be sealed with Sikaflex 291 or marine GOOP bedding agent which should be allowed to cure completely before the unit is filled for use. An improvement in performance is produced if the non-active surfaces of the pipes are insulated with any suitable material. That is, the outsides of the outer tubes and the insides of the inner tubes, and if possible, the cut ends of the pipes.
This electrolyser arrangement can be driven either via an alternator or by an electronic circuit. A suitable circuit for the alternator arrangement is:
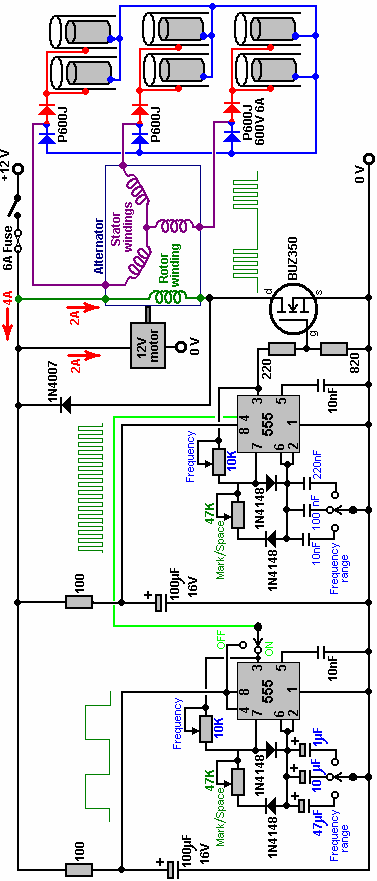
In this rather unusual circuit, the rotor winding of an alternator is pulsed via an oscillator circuit which has variable frequency and variable Mark/Space ratio and w hich can be gated on and off to produce the output waveform shown below the alternator in the circuit diagram. The oscillator circuit has a degree of supply de -coupling by the 100 ohm resistor feeding the 100 microfarad capacitor. This is to reduce voltage ripple coming along the +12 volt supply line, caused by the current pulses through the rotor winding. The output arrangement feeding the pipe electrodes of the electrolyser is copied directly from Stan Meyer’s circuit diagram.
It is not recommended that you use an alternator should you decide to build a copy of your own. But if you decide to use one and the alternator does not have the windings ta ken to the outside of the cas ing, it is necessary to open the alternator, remove the internal regulator and diodes and pull out three leads from the ends of the stator windings. If you have an alternator which has the windings already accessible from the outside, then the stator winding connections are likel y to be as shown here:
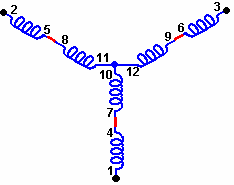
The motor driving Dave’s alternator draws about two amps of current which roughly doubles the power input to the circuit. There is no need for the size, weight, noise, mechanical wear and current draw of using a motor and alternator as pretty much the same performance can be produced by the solid-state circuit with no moving parts.
Both circuits have been assessed as operating at anything from 300% to 900% of Faraday’s “maximum electrical efficiency”, it should be stressed that the inductors used in this circuit, form a very important role in altering and amplifying the voltage waveform applied to the cell. Dave uses two “bi -filar wound” inductors, each wound with 100 turns of 22 SWG (21 AWG) enamelled copper wire on a 9 mm (3/8”) diameter ferrite rod. The length of the ferrite rod is not at all critical, and a ferrite toroid could be used as an alternative, though that is more difficult to wind. These bi-filar coils are wound at the same time using two lengths of wire side by side. The solid-state circui t is shown here:
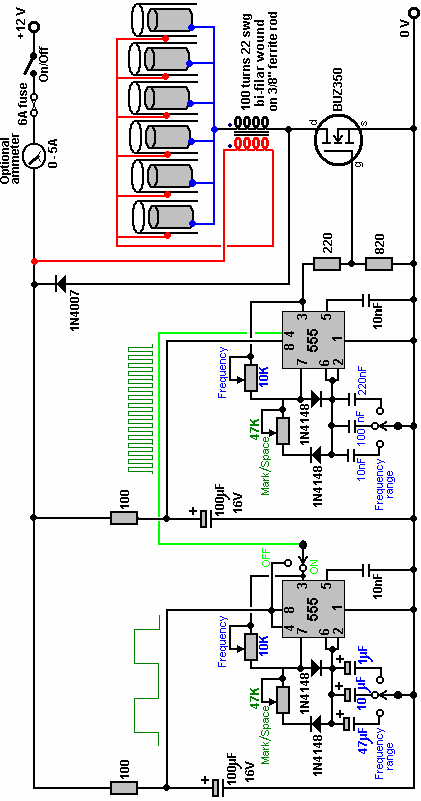
Circuit operation:
The main part of the circuit is made up of two standard 555 chip timers. These are wired to give an output waveform which switches very rapidly between a hi gh voltage and a low voltage. The ideal waveform shape coming from this circuit is described as a “square wave” output. In this particular version of the circuit, the rate at which the circuit flips between high and low voltage (called the “frequency”) can be adjusted by the user turning a knob. Also, the length of the ON time to the OFF time (called the “Mark/Space Ratio”) is also adjustable.
This is the section of the circuit which does this:
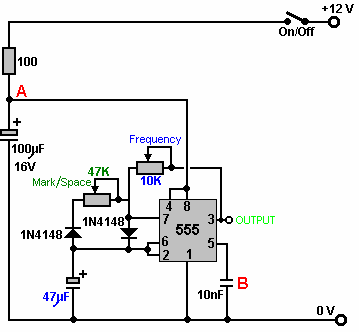
The 100 ohm resistor and the 100 microfarad capacitor are there to iron out any ripples in the voltage supply to the circuit, caused by fierce pulses in the power drive to the electrolysis cell. The capacitor acts as a reservoir of electricity and the resistor prevents that reservoir being suddenly drained if the power supply line is suddenly, and very briefly, pulled down to a low voltage. Between them, they keep the voltage at point “A ” at a steady level, allowing the 555 chip to operate smoothly.
The very small capacitor “B” is wired up physically very close to the chip. It is there to short-circuit any stray, very short, very sharp voltage pulses picked up by the wiring to the chip. It is there to help the chip to operate exactly as it is designed to do, and is not really a functional part of the circuit. So, for understanding how the circuit works, we can ignore them and see the circuit like this:

This circuit generates output pulses of the type shown in green with the voltage going high, (the “Mark”) and low (the “Space”). The 47K variable resistor (which some people insist on calling a “pot”) allows the length of the Mark and the Space to be adjusted from the 50 - 50 shown, to say, 90 - 10 or any ratio through to 10 - 90. It should be mentioned that the “47K” is not at all critical and these are quite likely to be sold as “50K” devices. Most low cost components have a plus or minus 10% rating which means that a 50K resistor will be anything from 45K to 55K in actual value.
The two “1N4148” diodes are there to make sure that when the Mark/Space 47K variable resistor is adjusted, that it does not alter the frequency of the output waveform in any way. The remaining two components: the 10K variable resistor and the 47 microfarad capacitor, both m arked in blue, control the number of pulses produced per second. The larger the capacitor, the fewer the pulses per second. The lower the value of the variable resistor, the larger the number of pulses per second.
The circuit can have additional frequency tuning ranges, if the capacitor value is altered by switching in a different capacitor. So the circuit can be made more versatile by the addition of one switch and, say, two alternative capacitors, as shown here:
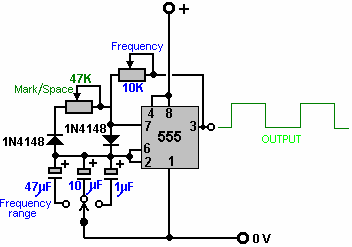
The capacitors shown here are unusually large because this particular circuit is intended to run relatively slowly. In the almost identical section of the circuit which follows this one, the capacitors are very much smaller which causes the switching rate to be very m uch higher. Anyway, the complete version of this section of the circuit is:
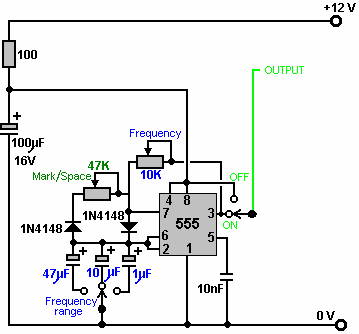
Which just has one additional switch to allow the output to be shipped and the 12 -volt supply line to be fed instead. The reason for this is that this part of the circuit is used to switch On and Off an identical circuit. This is called “gating” and is explained in Chapter 12 which is an electronics tutorial.
The second part of the circuit is intended to run at much higher speeds, so it uses much smaller capacitors:

So, putting them together, and allowing the first circuit to switch the second one On and Off, we get:
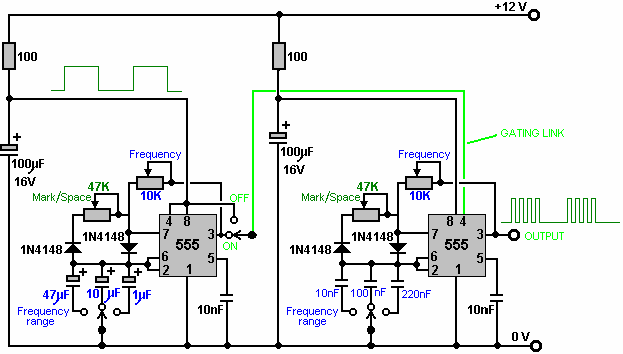
The final section of the circuit is the power drive for the electrolyser cell. This is a very simple circuit. Firstly, the output of the second 555 chip is lowered by a basic voltage-divider pair of resistors, and fed to the Gate of the output transistor:
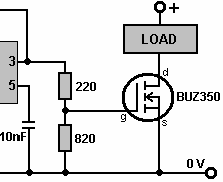
Here, the 555 chip output voltage is lowered by 220 / 820 or about 27%. When the voltage rises, it causes the BUZ350 transistor to switch on, short-circuiting between its Drain and Source connections and applying the whole of the 12-volt supply voltage across the load, which in our application, is the electrolyser cell:
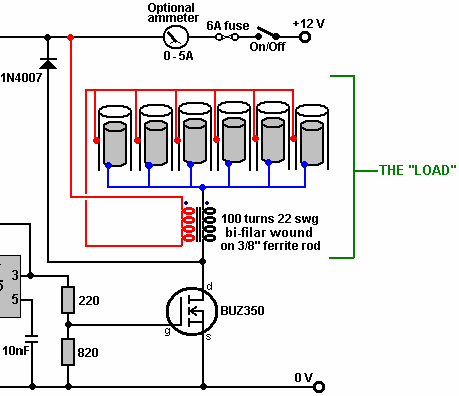
The transistor drives the electrolysis electrodes as shown above, applying very sharp, very short pulses to them. What is very important are the wire coils which are placed on each side of the electrode set. These coils are linked magnetically because they are wound together on a high-frequency ferrite rod core and although a coil is such a simple thing, these coils have a profound effect on how the circuit operates. Firstly, they convert the 555 chip pulse into a very sharp, very short, high-voltage pulse which can be as high as 1,200 volts. This pulse affects the local environment, causing extra energy to flow into the circuit. The coils now perform a second role by blocking that additional energy from short-circuiting through th e battery, and causing it to flow through the electrolysis cell, splitting the water into a mix of hydrogen and oxygen, both gases being high-energy, highly charged atomic versions of those g ases. This gives the mix some 400% the power of hydrogen being burned in air.
When the transistor switches off, the coils try to pull the transistor Drain connection down to a voltage well below the 0-volt battery line. To prevent this, a 1N4007 diode is connected across the cell and its coils. The diode is connected so that no current flows through it until the transistor Drain gets dragged down below the 0-volt line, but then that happens, the diode effectively gets turned over and as soon as 0.7 volts is placed across it, it starts to conduct heavily and collapses the negative voltage swing, protecting the transistor, and importantly, keeping the pulsed waveform restricted to positive DC pulses, which is essential for tapping this extra environmental energy which is what actually performs the ele ctrolysis. You can easily tell that it is the environmental “cold” electricity which is doing the electrolysis as the cell stays cold even though it is putting out large volumes of gas. If the electrolysis were being done by conventional electricity, the cell temperature would rise during the electrolysis.
The BUZ350 MOSFET has a current rating of 22 amps so it will run cool in this application. However, it is worth mounting it on an aluminium plate which will act as both the mounting and a heat sink. The current draw in this arrangement is particularly interesting. With just one tube in place, the current draw is about one amp. When a second tube is added, the current increases by less than half an amp. When the third is added, the total current is under two amps. The fourth and fifth tubes add about 100 milliamps each and the sixth tube causes almost no increase in current at all. This suggests that the efficiency could be raised further by adding a large number of additional tubes, b ut this is actually not the case as the cell arrangement is important. Stan Meyer ran his VolksWagen car for four years on the output from four of these cells with 16-inch (400 mm) electrodes, and Stan would have made a single larger cell had that been feasible.
Although the current is not particularly high, a five or six amp circuit-breaker, or fuse, should be placed between the power supply and the circuit, to protect against accidental short-circuits. If a unit like this is to be mounted in a vehicle, then it is essential that the power supply is arranged so that the electrolyser is disconnected if the engine
is switched off. Passing the electrical power through a relay which is powered via the ignition switch is a good solution for this. It is also vital that at least one bubbler is placed between the electrolyser and the engine, to give some protection if the gas should get ignited by an engine malfunction.
Although printed circuit boards have now been produced for this circuit and ready-made units are available commercially, you can build your own using stripboard if you want to. A possible one-off prototype style component layout for is shown here:
The underside of the strip-board (when turned over horizontally) is shown here:

As mentioned earlier, it is absolutely vi tal that every precaution be taken to avoid an explosion. The “hydroxy” gas produced by the electrolysis of water is mainly hydrogen gas and oxygen gas mixed together in the ideal proportions for them to recombine to form water again. That happens when the gasses are lit, and as the flame front of the ignition is about 1,000 times faster than the flame front when petroleum vapour is ignited, standard flash-back protection devices should not be relied on. The best protection device is a bubbler which is a simple container which feeds the gas up through a column of water.
It is also a good idea to use a pressure-activated switch which disconnects the power to the electronics if the gas pressure exceeds, say, five pounds per square inch, as shown here:
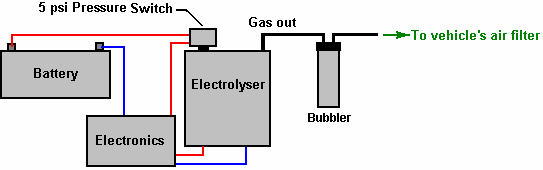
If it is intended to use the electrolyser to feed an internal combustion engine without the use of any other fuel, then the timing of the spark will need to be adjusted, and if the engine is very small and has a waste spark, then that needs to be dealt with as well. If the gas output is used to boost vehicle engine operation when the engine is running on its normal fuel, then no timing adjustment is normally needed, but if there is a computer controlled fuel injection system, then the oxygen sensor signal needs to be corrected for the improved fuel mix.
Dave, who built this replication, suggests various improvements. Firstly, Stan Meyer used a larger number of tubes of greater length. Both of those two factors should increase the gas production considerably. Secondly, careful examination of video of Stan’s demonstrations shows that the outer tubes which he used had a rectangular slot cut in the top of each tube:
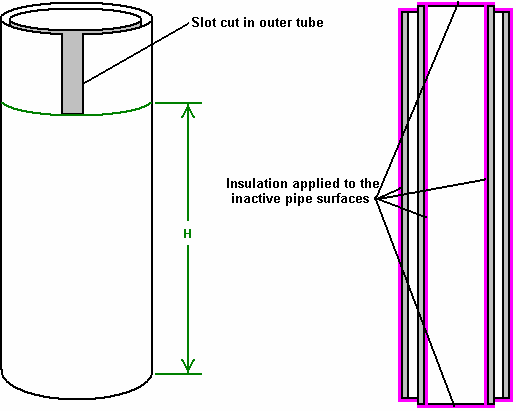
Some organ pipes are fine-tuned by cutting slots like this in the top of the pipe, to raise it’s pitch, which is it’s frequency of vibration. As they have a smaller diameter, the inner pipes in the Meyer cell will resonate at a higher frequency than the outer pipes. It therefore seems probable that the slots cut by Stan are to raise the resonant frequency of the larger pipes, to match the resonant frequency of the inner pipes. If you want to do that, hanging the inner tube up on a piece of th read and tapping it, will produce a sound at the resonant pitch of the pipe. Cutting a slot in one outer pipe, suspending it on a piece of thread and tapping it, will allow the pitch of the two pipes to be compared. When one outer pipe has been matched to your satisfaction, then a slot of exactly the same dimensions will bring the other outer pipes to the same resonant pitch. It has not been proved, but it has been suggested that only the part of the outer pipe which is below the slot, actually contributes to the resonant frequency of the pipe. That is the part marked as “H” in the diagram above. It is also suggested that the pipes will resonate at the same frequency if the area of the inside face of the outer pipe (“H” x the inner circum ference) exactly matches the area of the outer surface of the inner pipe. It should be remembered that as all of the pipe pairs will be resonated with a single signal, that each pipe pair needs to resonate at the same frequency as all the other pipe pairs.
It is said that Stan ran his VolksWagen car for four years, using just the gas from four of these units which had pipe pairs 16 -inchs long. A very important part of the cell build is the conditioning of the electrode tubes, using tap water. Ravi in India suggests that this is done as follows:
-
Do not use any resistance on the negative side of the power supply when conditioning the pipes.
-
Start at 0.5 Amps on the signal generator and after 25 minutes, switch off for 30 minutes
-
Then apply 1.0 Am ps for 20 minutes and then stop for 30 minutes.
-
Then apply 1.5 Amps for 15 minutes and then stop for 20 minutes.
-
Then apply 2.0 Amps for 10 minutes and afterwards stop for 20 minutes.
-
Go to 2.5 Amps for 5 minutes and stop for 15 minutes.
-
Go to 3.0 Amps for 120 to 150 seconds. You need to check if the cell is getting hot...if it is you need to reduce the time.
After the seven steps above, let the cell stand for at least an hour before you start all over again.
You will see hardly any gas generation in the early stages of this conditioning process, but a lot of brown muck will be generated. Initially, change the water after every cycle, but do not touch the tubes with bare hands. If the ends of the tubes need to have muck cleaned off them, then use a brush but do not touch the electrodes!! If the brown muck is left in the water during the next cycle, it causes the water to heat up and you need to avoid this.
Over a period of time, there is a reduction in the amount of the brown stuff produced and at some point, the pipes won’t make any brown stuff at all. You will be getti ng very good gas generation by now. A whitish powdery coat of chromium oxide dielectric will have developed on the surfaces of the electrodes. Never touch the pipes with bare hands once this helpful coating has developed.
Important: Do the conditioning in a well-ventilated area, or alternatively, close the top of the cell and vent the gas out into the open. During this process, the cell is left on for quite some time, so even a very low rate of gas production can accumulate a serious amount of gas which would be a hazard if left to collect indoors.
Further Developments
When producing hydroxy gas from water, it is not possible to exceed the Faraday maximum unless additional energy is being drawn in from the surrounding environment. As this cell runs cold and has substantial gas output, there is every indication that when it is running, it is drawing in this extra energy.
This ide a is supported by the fact that one of the key methods of tapping this extra energy is by producing a train of very sharply rising and sharply falling electrical pulses. This is exactly the objective of Dave’s circuit, so it would not be too surprising if that effect were happening.
The additional energy being accessed is sometimes referred to as “cold” electricity, which has very different characteristics to normal conventional electricity. Where normal electrical losses cause local heating as a by- product, “cold” electricity has exactly the opposite effect, and where a norm al electrical loss would take place, an extra inflow of useful “cold” energy enters the circuit from outside. This flow causes the temperature of the circuitry to drop, instead of increase, which is why it is called “cold” electricity.
This remarkable occurrence has the most unusual effect of actually reducing the amount of conventional power needed to drive the circuit, if the output load is increased. So, increasing the load powered by the circuit causes additional energy to flow in from the environment, powering the extra load and as well, helping to drive the original circuit. This seems very strange, but then, “cold” el ectricity operates in an entirely different way to our familiar conventional electricity, and it has its own set of unfamiliar rules, which are generally the reverse of what we are used to.
To test his cell system further, Dave connected an extra load across the electrodes of his cell. As the inductors connected each side of the cell generate very high-value, sharp voltage spikes, Dave connected two large value capacitors (83,000 microfarad, 50-volt) across the cell as well. The load was a 10-watt light bulb which shines brightly, and interestingly, the current draw of the circuit goes down rather than up, in spite of the extra output power. The gas production rate appears undiminished.
This is the alteration to that part of the circuit which was used:

It has also been suggested that if a BUZ350 can’t be obtained, then it would be advisable to protect the output FET against damage caused by accidental short-circuiting of wires, etc., by connecting what is effectively a 150- volt, 10 watt zener diode across it as shown in the above diagram. While this is not necessary for the correct operation of the circuit, it is helpful in cases where accidents occur during repeated testing and modification of the cell components.
Tad Johnson . Tad has managed to replicate Stan Meyer’s Water Fuel System fully. He says: “In 1996 I was an amateur electronics hobbyist. I had been interested in electrolysis and hydrogen study for many years prior to that, but that year I was watching the sci.hydrogen news group to become more educated on hydrogen in general. During that year I met John, a man who was good friends with Stanley Meyer, and who regularly went to visit him in Ohio. John lived here in California, and he had also invested some money in the Water Fuel cell project of Meyers'. I became friends with John and became more interested in the Stanley Meyer system. As I became more adept at electronic design and troubleshooting I began to want to try to duplicate the Stanley Meyer process of breaking water with high voltage and resonance.
During that year and a couple of following years, I was able to ask John questions which he would then ask Stanley, and feed the answer back to me. You see, Stan was not willing to talk to just anyone about the process let alone give away any secrets of the process that were not already mentioned in the patents. So I had to ask these questions through John who was good friends with Stanley.
My first few circuits worked but the cell would not make any hydrogen, especially under the conditions that Stanley and his patents said they would. The problem is that I would tune the cell like he said and yet no gas would be produced. It took three years of tinkering to finally figure out what I was doing wrong, and it was a big blunder. The answer to what I was doing wrong came to me through the sci.hydrogen group from a man who lived in Sweden and who had already duplicated the Meyer experiments based on his patents. His name is Ted Zettergren, an inventor who helped other inventors file patents and market products. He posted exactly what he did and how the system worked. To my knowledge he w as the first of only three people who duplicated the Meye r experiments successfully.
After Stan was killed I had no information other than Ted's to go by, but that was all I, or anyone else, needs to duplicate the Meyers' process. The process is achieved by using the following:
1. A pulsing circuit or power supply capable of producing 600+ Volts at 20 kHz at 100 microamps or more. My system was a simple, off-the-shelf, inverter with an input of 12 volts DC and an output of 1,200 volts AC at 20 kHz at 1mA. I then took this circuit and modified it to run at 42.5 – 43.0 kHz. This was an off-the-shelf inverter sold by
Fry’s electronics. It is a neon power supply with a very small bobbin core transformer. Anyone can buy this circuit or one just like it and modify it to run within these specs. The hard part is obtaining resonance which takes years of electronics expertise to do.
-
A small electrolysis cell with the abili ty to vary distance between conductors.
-
Two chokes, one adjustable and one fixed.
-
One high voltage diode to go in-line with the cathode of the power supply output.
-
An Inductance Meter, a Capacitance Meter, a Frequency Counter/Oscilloscope, and High Voltage Probe.
The key to the Meyer process is resonance, and without resonance the system produces no gas. At an input power of just 1.2 watts you can see why no gas will be produced without resonance. This is a standard LC (inductor/capacitor) resonant circuit in which you MUST (!) match Capacitive Reactance with Inductive Reactance. This then creates an LC resonant circuit in which the two legs of the power supply match exactly in frequency.
Radio Amateur experience makes the calculation of resonance easy once you know the capacitance of the cell and the frequency you are driving it at. On ce you have your inductance calculated you then buy the proper chokes that fall within the inductance range needed. The adjustable one needs (obviously) to be tuneable within a small range, so that when the cell temperature changes and causes the capacitance of the cell to change, then the inductance can also be changed to keep the cell in resonance. If your cell has the ability to vary distance between the electrodes, then you simply change that distance which changes the capacitance of the cell rather than changing the inductance. You must vary one or the other though. I have found since then, that the capacitance of the cell can be changed and works just as well as the inductors being adjusted. You don't use ANY electrolyte, you don't want ANY amperage at all, you want to use only Voltage and Resonance. REPEAT, YOU DON'T NEED ANY CURRENT FLOW, ONLY VOLTAGE!
What I found frustrating is that the cell temperature would change and the system would stop making gas. In order to keep the system making gas you constantly have to keep the cell in resonance, and thus you really need the system to be controlled by a processor, that constantly checks frequency on both legs and then adjusts inductance to keep the cell in resonance. This is why Stanley moved to the other patents where the spark plug type of electrolysis chamber w as used instead of a large cell.
Also, with the cell running at 1,200 Volts at 1mAand 42.8 kHz I found that I could make 200 lph (3.33 lpm) of gas. Do the math and you will find that this is impossible given our current understanding of electrolysis. If you scale that up in a linear fashion, you will find that you can make over 20,000 lph (333 lpm) of gas with just 120 Watts of input power. This is easily enough to run almost any In ternal Combustion engine. The only problem is keeping the cell in tune.
An alternator can easily produce 3,000 watts of power, so this is easily enough to power the car on this system alone. This is how Stanley’s Volkswagen Buggy was running around on water only. The car has to wait a minute or two before he stored enough gas to run the car, then once it was started and running it would make enough gas to run the car at up to 60 mph. I personally, never saw this car run, but I have two people that went to two showings and both said it worked and they verified there was no gasoline on board.
Three years ago, I sent this experimental data to Stefan and others and never heard back from anyone, nor did anyone ever repeat my experiment. To this date, I know of only Ted, Me, and one other person who has duplicated this experiment and done so successfully. The third person is a PHD on the east coast of the U.S. who is in contact with Stanley's widow. Stanley's brother now takes care of all water fuel cell business and claims he will start it up again and make sure it makes it to market this time. But I have not heard from them in years now. Stefan easily has the electronics experience to duplicate this process and also solve the issue of keeping the cell in resonance. I probably do as well at this point but I am not going to do it alone. It takes a lot of electronics expertise and hard work to solve this problem of cell tuning.”
Water Injection System s. Stan Meyer moved on from his Water Fuel Cell to produce a system where instead of breaking water down into hydroxy gas and then feeding that gas into the engine for combustion, he switched to a system where a spray of fine water droplets was injected into the engine to produce the driving force of the engine. I do not know if the water droplets are conver ted into flash-steam inside the engine, or if some is converted into hydroxy gas during the ignition process, or if some other mechanism was used.

Stan received assurances of financial backing for his proposed retro-fit conversion kit to allow cars to run on water as the only fuel. His target retail price for the kit was US $1,500. Stan stopped at a restaurant for a meal, but as soon as he started eating, he jumped up and rushed out to the car park, saying that he had been poisoned. He died in the car park (which was very convenient timing for the oil companies) and nobody has managed to replicate his water injection system although there are several relevant patents of Stan’s on his system. Stan He started by pumping energy into the water molecules by passing them through transparent tubes using arrays of solid state UV lasers to radiate energy into them:
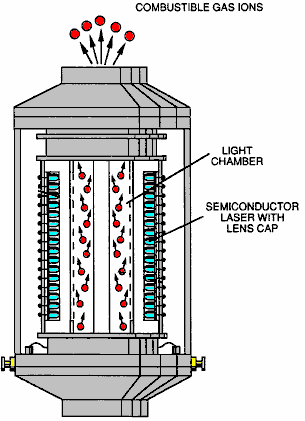
He then adds more energy to the water molecules by pumping both heat and magnetic energy into them with a special assembly heated by the previous power strokes in the cylinder:

At this point, the mixture is ready for injection into the cylinder for compression and ignition. Stan’s patent on this is in the Appendix section, as are several of his other patents in this field.
Nathren Armour. Another reported water injection system comes from Nathren Armour, an experienced mechanic of Georgia in the USA. In July 2005, he released most of the details of an apparently simple conversion system which he claims, allows an ordinary car to use water as the only fuel. A long time has elapsed since then and it now looks highly likely that his information is a complete fantasy.
The information currently available is only a partial disclosure of this system. Unlikely as this system seems, the principles behind it do have a sound basis, which has been demonstrated by other people not connected to Nathren in any way. For example, some years ago, a similar system was developed by Adam Crawford of Scotland. This vehicle was demonstrated to, and tested by, Automobile Association automotive engineers and shown on Scottish Television, but surprisingly, very little interest was shown by anybody. Another supporting fact is Graneau’s scientific paper (http://www.free-energy-info.com/P4.pdf) which shows conclusively that abnormally powerful explosions can occur in fog, water mist and under water, so there is no doubt at all that the principle behind Nathren’s system is certainly valid.
However, having valid supporting evidence, does not establish whether or not Nathren has actually produced the vehicle system which he claims. To date, he has not shown a single photograph of the equipment in his car or even a photograph of the car itself. Various people have offe red to visit him, witness the operation of the vehicle and then publicly vouch for the accuracy of his claims, but in every case, their offers have been turned down. Consequently, the only basis for this information is the unsubstantiated verbal claim of Nathren, which in turn, means that you need to make up your own mind on the subject.
Over an extended period, many people in the watercar forums have tried to replicate Nathren’s system, generally without any success. But having said that, it must be adm itted that as far as I am aw are, nobody has actually tried to replicate his system using the same or a similar car, and the failures are actually of bench tests which really have little or no bearing on what Nathren actually claims. One person has claimed to have had some success with a bench-mounted engine, getting it to run for seventeen seconds on this system, but that was more than a year ago and no further progress has been reported.
The inventor’s car, is said to be run on a daily basis. It is a restored, eight-cylinder 1978 Chevy ‘Camino’ with stock 350 (5.7 litre) engine, no computer controls, automatic transmission, stock 4-barrel carburettor and stock fuel pump. The fuel tank has been replaced with a metal water tank with the filler cap vented to release heat and pressure. The exhaust was replaced with a new 2 inch pipe which is ducted into the water tank. The water tank has baffles inside it which also muffles the exhaust noise. The stock exhaust manifolds were used, but they will rust on the inside - custom stainl ess steel pipes w ould be best but these were not used due to their cost.
All of the stock ignition system is used and no changes have been made. A second battery was placed on the opposite side in the engine compartment. A 400 watt (800W peak) 110 volt 60Hz DC inverter was placed in the engine compartment on the passenger side and a fresh air duct located behind the grill directs air into covers placed around the inverter to keep it cool.
When the ignition switch is on, a relay turns the inverter on, the relay lead contains a 20 amp in-line fuse. This relay only turns the inverter on and off and has no other function. The inverter is connected to the battery via a positive wire and a negative wire (not the chassis). The inverter is not grounded to the car at any point and
instead, is carefully insulated to ensure that accidental grounding never occurs.
The wire which would normally go to the spark plug is replaced by a wire which is taken to a box containing one pre-war mechanical twin-coil relay or vibrator per cylinder. Each of these wires drives its own dedicated ‘relay’, the current energises the relay coil but the other side of the relay coil is left unconnected. The wiring arrangement is shown in the diagrams below.
It is important that the electrical feed to each plug is fed via one wire to the plug cap and a second wire connecting to a washer clamped under the spark plug. This wiring is repeated for each of the spark plugs. To emphasise this, each spark plug should have two wires running to it, one to the cap and one to the washer clamped between the body of the spark plug and the engine block. The wiring is done with “12 -2” wire which is 2-core solid copper wire American Wire Gauge size 12 which has core diam eters of 2.05 mm giving 3.31 sq. mm. per core, the nearest SWG size is 14. The under -plug washer can be made by bending the end of the solid core into a circle of appropriate size and then flattening the wire slightly.
In the relay box, the relays are positioned with a one-i nch gap between them. It is im portant that the physical construction insures that all of the high-voltage connections are fully insulated should anyone open the relay box when the inverter is running. The batteries used are deep -cycle types with high cranking current ratings – this is important because the inverter must s tay on when the engine is being started and it will cut out if the starter motor current drain pulls the battery voltage down excessively. The alternator is the stock 95 Amp type and it charges both batteries simultaneously. When the engine is started, the relays are heard clicking until the cylinders fire and after that, no sound can be heard from the relays. It is distinctly possible that the relays take up a fixed, immobile position when the engine is running. The diagram below marked ‘Effective circuit’ is based on that assumption, and it should be stressed that all of the diagrams are only what I understand from the information provided to date.
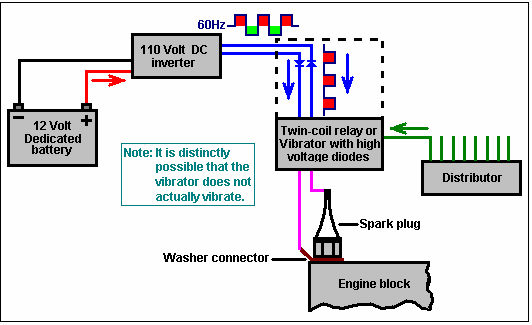
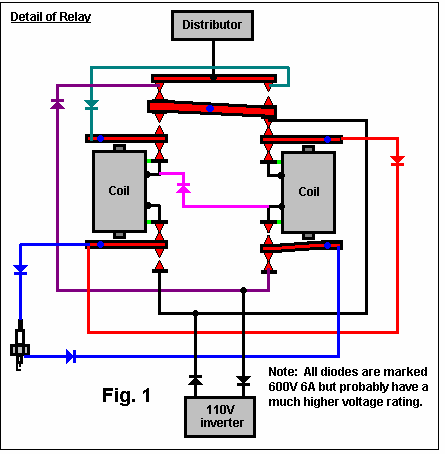
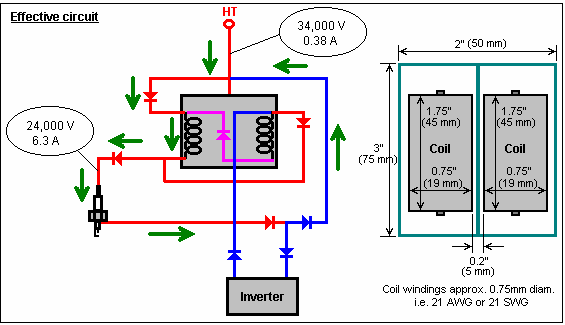
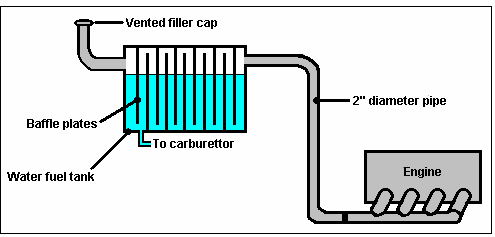
The engine timing has to be retarded for the car to run off water. This adjustment should be made to the point where the engine runs the best and this is likely to be different for each make of engine. The Chevy ‘Camino’
o
engine runs best with the timing retarded by 35 . The spark plug gap used to be 65 thou. but is now set to 80
thou. (0.08”). The plugs used are the cheap ‘Autolite’ (25) copper core type. Using carburettor jets two sizes larger than normal, allows the engine to produ ce more power and rev higher than tick-over.
The engine tends to knock when first started from cold but it is likely that this can be overcome by using a heater on the water feed to the carburettor, raising the water temperature to say, 120 degrees Fahrenheit and fitted with a thermostat to disconnect the heater when the engine reaches its normal operating temperature. This car is said to have been run 30,000 miles on water alone and cover some 300 miles per gallon as much of the water vapour exhaust condenses in the water tank.
The disadvantages: the car runs with slightly reduced power and the exhaust system will rust unless stainless steel replacements are used.
Nathren says: The coil is in the top of the distributor cap as a stock El Camino 350 engine has. The inverter does not put out full load at all times, it only uses what it needs, this is never the total of the power of one battery, the second battery is for the other stuff on the car but both are used in the whole system as needed. The cheap Auto Zone coil: put one on our jeep and cost $110.00 towing plus the $28.00 for the coil. If you’re going to use a good coil use a MSD ? ( MDS ). These coils will give out a triple spark at 80,000 volts and 2.83 amps. These are killer coils and they make ignition modules for vehicle too. Buy cheap and stay cold - just buy the good stuff to start with.
The Bosch Platinum plugs have stranded about 50 people that have brought their cars to me to re pair, I don't recommend these ether but maybe there is a good one out there somewhere. I am using cheap AC plugs in the water car and only replace them every two months, if needed. I did say NOT to use the 110 on the auto coil it will blow up because it was designed for 12 volt use only. The coil fires the relays only. An earlier post suggested that it may be piggy-backing to the plug as well. I don’t now about this, I don’t have the equipment to chase the fire down.
Most automotive coils fire a vol tage around 28,000 to 48,000 volts at 0.87 amps. Simple one this: call a parts dealer and ask the voltage on the coil for your vehicle and see what it is. Crunching numbers is a way to tell some one how close to get when they are trying something new. BUT once they have got it to the point where it will run, the numbers will change a bit and slight changes made to make it run better. The numbers will change for each application. As with my car, the coil will put out 48,000 volts at 0.87 amps, BUT when in use it only puts out 35,000 volts at 0.85 amps. The heat of the engine makes a difference as well and will increase or decrease the numbers.
Grounding at the base of the plug ends the 110 at the plug, it does not have to travel through the body to get to where it is needed and there is no static on the radio either. If you use the positive as ground you will short out the 12 volt system burning out all electrical wires in the vehicle. I tried a high-output coil but for some reason it didn’t work. The 110 volts at 20 amps arcs better than the 12 volt 0.87 amp system on the plug. Don’t know the math to it, but it works well.
The fuel used is just water. The inverter should be 400 watt with 800 peak watts or larger. I’m not sure about your donor car. Does it have a computer or smog controls on it? This stuff is not needed. You will need - A manual fuel pump on the engine. This helps heat the water some. A carburettor that allows the jets to be
changed - they need to be larger. A points-style of distributor helps but any type will work provided that it is not computer controlled. I had a Fiat 600D years ago, it was a 1962 model. It would have been a good donor car.
I use a small bottle of baby oil in the engine when I change the oil, and a little in the carb before I let it sit longer than 2 weeks. Ever see rust on a baby's butt? The intake vacuum of the engine helps oil the valves and helps prevent rust as well. A simple connector to the spark plug base can be made if you bend the 12-2 wire in a curve around the plug’s base and then flatten it with a hammer a little, so that it will hold its shape when you tighten the plug. Some plugs don’t come with the washer that goes under them. Why would you need a computer on a car to control the engine if you use water as a fuel ?
If you want to experiment, then you must try the experiment under pressure with the pistons in motion. The compression in the cylinders is 165 to 180 psi. in each. The engine turns over 4 or 5 times before it starts. Repeated compression and the right amount of fire in the hole and it will work.
Good donor cars. The Camino has a computer on board, I have one with a v6 vortec. The Mustang will be the better bet as the car won’t need to be modified. Just print off the diagram and use the parts listed. Don’t change the fuel tank or exhaust at this point in time. Just hook a hose to the fuel pump from a separate tank of water, you won’t have to mount anything on the car either.
Hook up the inverter, then the relay box and finally, run the wi res. Do make sure that neither the inverter nor the relay box get grounded to the car anywhere except at the battery connections and the plugs. Check the plugs to see if they are clean and clean them up if they need it. Good plug wires help too. Just to get running, you won’t need the second battery. The only thing to change is the timing, just turn the disc. cap until it starts. You don’t need to change the jets now, it will idle but won’t rev at this point. You may need to adjust the jet screws to allow more water into the engine.
See - no major modifications needed to testit, are there ? As I said, it is simple. A good inverter only costs $50 - check at W al-mart. The relay brakes contact on both wires from the inverter. Mark the disc. cap before you move it so you can reset it if need be. The water in the engine will not be enough to hurt it, you can always put it back on gas and run it for a while. Quacker state motor oil draws water into the engine to help cool the oil down faster. It always leaves a milky gunk in the valve covers. If it does lock up, just take the plugs out and turn the engine over.
My son works for a power company and took one of the relays in for a test. He told me I had it hooked up wrong on the car, and it shouldn’t work as it is hooked up. He then ran another test and found that the relay was boosting the amps from the disc cap to the plug. The coil output on the car is 34,000 volts at 0.83 amps; the power at the plug is now 24,000 volts at 6.3 amps. The inverter and the relays reduce the voltage and increase the amps to the plugs. The spark advance in the disc., keeps the engine from passing the firing zone when the engine is running, it locks in place because of the time setting. It was a lucky mistake that I happened to find the right wiring to make the car run like this.
The relays have double feedback diodes in them rated at 1800 volts AC. This is why there is no feedback to the inverter. They also have a double coil with locking contacts under load. The 4 or 5 turns of the engine when starting, is when the coils get charged and change the voltage and amps to the plugs. Once the coils charge, the contacts stay closed and the coils stay charged.
The relays make no noise when the car is running. You can hardly hear the fan on the inverter. They do click a few times when starting the engine from cold, but they stop once it starts up.
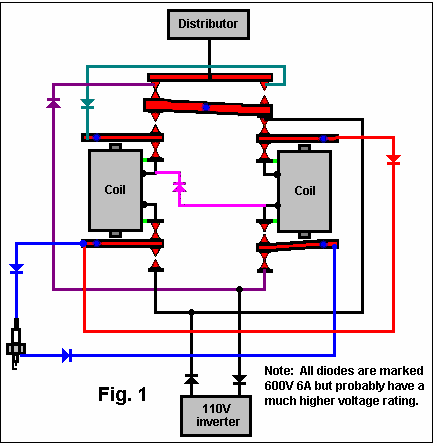

(Please note: The above drawings have been redrawn from Nathren’s original drawing and so must not be assumed to be absolutely accurate. Fig. 1 shows that the item earlier called a ‘relay’ is in fact some kind of dual mechanical relay whose operation is not at all clear. The device is unmarked and of pre -World War II vintage. Fig. 2 shows how the diodes pass the dis tributor pulse to the spark plug. Each figure shows the circuit for just one cylinder and so the circuit is repli cated for each cylinder of the engine).
The high voltage goes in at the top of the relay and the 110 goes in on one side. The 110 charges the coils in the relay and then it’s on stand -by to keep the coils charged when needed. This charge in the coils, changes the high voltage to a lower voltage and higher amperage as it passes through on its way to the plug.
The sides of the relay were removed so it could be used in another project. I don’t know why it works this way, but it does. When my son drew this up, I had a few questions for him as well. Why the 110 floats is uncommon, but it does, and the high voltage passes through without interfering with the 110 stand -by. The HV has no place to arc inside the relay as it has heavy insulation around all wires and the coils.
It is evident that the 110 ground is at the relay, and not at the plugs. The relay is the load. The HV connects with the vehicle ground and grounds at the plug. For some unknown reason, the system will not work without the ground wire for the relay running to the base of the plug - I knew I should have taken that class in rocket science! A meter shows no reading between the ground wire and the plug base when the engine is running, or as it starts, but the engine just won’t run without the ground wire being in that position.
When a spark plug wire is removed and attached to a spare spark plug, then the spark is a bright blue with a white flash up to a 1/4 inch around the tip and gap. Inside a gasoline engine the air and gas are compressed to somewhere between 85 psi and 180 psi in most engines. When the piston is just past TDC the plug fires and the gases explode as the carbon components superheat under pressure.
Inside the water engine, the process is a little different. The water is taken into the cylinder as the piston goes down after the exhaust is released. The piston goes up to compress the water and air. When the piston starts back down, water is on the piston and the head, while the cylinder walls should be clear of water. Just after the piston starts down, (if the timing is set right), a vacuum will form between the water on the piston and the head. Then the plug fires in the vacuum area, creating a hot shock-wave between the water on the piston and the water on the head, most like a dieseling effect. My engine does not have the power it did have, but it’s not that much less than before. When I am driving down the road at 55 mph the engine is only turning about 1800 rpm. Each size of engine turns at different rpms for its application.
Does the water inside the cylinder explode?- I don’t know.
Does the water separate inside the cylinder to make a gas, and then explode? - I don’t know. Does the water turn into steam inside the cylinder? - I don’t know.
The big car makers won’t move over to make room for you and your ideas, they will step on you and keep you down. Sure, a car like mine will save you money, but not that much. A tank of gas costs $28.00 and lasts 1 week, that’s $1,456 in one year. The changes which I made to my car were done using stuff that I had around the shop and help from friends at the welding shop and that’s why the cost was so low on my car. Don’t spend money on stuff you may not need, there are people out there who have surplus stuff that they will share with you if you ask, or exchange the parts in exchange for some work. I worked on my car for over a year to get it right, it took that long to figure to change the timing. You will run into the same problems throughout the building of the car as well.
This does work, but you need the time and money to spend on it as well. Just because you have all the parts and have it all in place does not mean that it’s going to start the first time you turn it over. It is simple to build but to get it right on your car will take time. As far as I can see, no laws of physics have been broken to make this work. It may be a fine line as to how it works, but that ain’t for me to figure out. In the cylinder, on top you have a high pressure, in the middle there is a low pressure, and on the piston there is high pressure. What happens between two high pressures when you add a strong electrical charge between them? - It ain’t rocket science.
I and my son are reverse-engineering the relay that I cut the sides off of and we are going to find newer stuff that can be used for the same use as the relay and as cheap as we can. I found a guy who is 85 years old who knew what the relay fit. It operated two pum ps on a 1949 Johnson-Prutte air cooling system. The relay was used to the turn on two pumps, when one would start to get hot the rel ay would switch the power to the other pump before the other shut down, that’s the reason for the diodes in the relay.
I'll post the info as soon as we get it together. Since my car is running now, I will replace one relay at a time to test the tech we try. YES, I will keep records of events on this project and take pictures of the stuff needed for the system.
I didn’t change any of the stock stuff on the engine. The spark advance still works, and stock HEI coil in the cap is GM equipment. The vacuum hoses were all replaced with new ones along with the base plate under the carburettor and behind the heater controls. I know the timing seems way off on the engine, but that’s where it runs the best and the smoothest. Other engines may not even have to have the timing changed, I haven’t done that yet.
November 2006: The relays I used were old , they can be replicated with little effort if you can get the right amps and volts from the coil. Think outside the box from normal small electrical stuff. Igniters from a jet engine has the same properties as the old relays that I used. There are still more parts out there that can replace the stuff that I used. Look around and you can find them. I'm stuck where I can’t tell anyone what to use.
The water dose not burn, or explode. It expands very fast and contracts just as fast every time the plug fires. Just check all possible parts for the right one you need. I used a V-8 engine, and this system may not work on smaller engines. Time duration on the stroke cycle has a lot to do with it too.
The discharge when the plug fires is like a lighting flash. It expands the same way, and the charge in the cylinder is the same as the atmospheric conditions needed for lightning to discharge. Duplicate nature’s way of releasing the energy stored in the water.
If you use the engine to drive a generator, no matter what, the power generated will not be free, someone has to pay for the upkeep of the generator and it’s power supply equi pment. There is no free energy, it cost to make the stuff to change the engine to what we need to use it for.
***********************
No further useful information was received from Nathren. Tesla’s bi-filar series -connected coil is effective in picking up radiant energy. In the light of that, and in the absence of further information from Nathren, the following suggestion might be useful for those who i ntend to try to reproduce his car design:
The car to test needs to be a gasoline type with a carburettor and no computer control so that the timing of the spark can be adjusted over a wide range and the fuel mixture set where you want it.
Components needed:
Heavy-duty insulated copper wire
110V ac 12V alternator of 400 watt or higher rating Insulating material
Small plastic box
Two screw connector strips (large)
Diodes for microwave ovens (2 per cylinder) “Autolite” (25) copper -core plugs (1 per cylinder) PVC piping
Tape.
The first step is to get the engine ticking over on just water:
-
Replace the plugs with the cheap “Autolite” (25) copper-core plugs, set to 80 thou gap.
-
Retard the timing to about 30 degrees after Top Dead Centre.
-
Mount the inverter so that it is fully insulated from the engine block.
-
Get two microwave oven diodes per cylinder. These s hould be available from an electrical repair shop, or failing that, they should be able to tell you where you can get them locally.
-
Connect one of the outputs from the inverter to the circuit breaker (either output will do).
-
Get a little plastic box and mount the diodes inside it. Two strips of screw connectors from a hardware store would be good for this. Get the largest size, place them in the box, along the outer edges and just screw the diodes across the box between the connectors. You can then run the wires to them through holes drilled in the box, straight into the connectors:
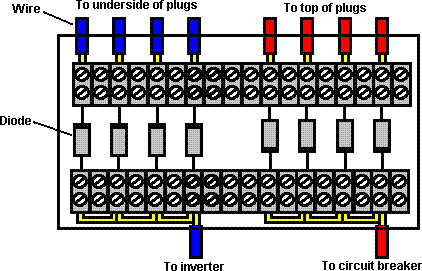
-
Run a 12-2 solid core wire from a diode to the underside of each plug. You can bend the wire round into a loop to fit tightly around the base of the plug, and then flatten the loop slightly with a hammer. The loop goes around the screw thread of the plug in a clockwise direction when looking down on it, so that turning the plug to tighten it, also tightens the copper wire loop. Alternati vely, solder the open end of the loop to make it a rigid complete loop:

-
Be sure that the diodes going to the underside of the plugs are all the same way round and that the ones going to the circuit breaker are all the other way round as shown in the sketch. The other cylinders need to be wired like this:
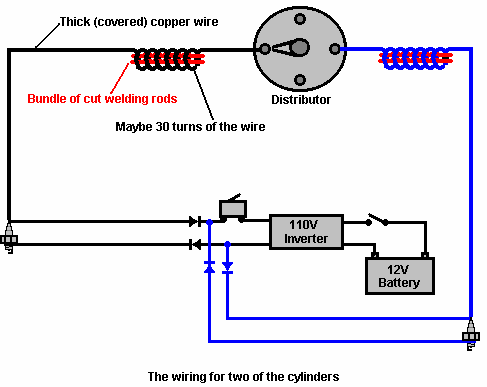
-
Now we come to the wires from the distributor. As I understand it, the existing wires need to be replaced with very heavy-duty copper wiring. We don’t have Nathren’s relays and it would be sensible to assume that we never will, nor will we get any further information about them. The spark will be much improved if there is a coil in the wire from the distributor to the spark plug, so I suggest that you wind about 30 turns of the connecting wire around an iron core. Initially, the core could be an iron bolt. A solid metal core will have electrical currents induced in it. These flow sideways, heating the core and wasting energy. This is why mains transformers are wound on laminated cores w here thin iron strips are insulated from each other to block these ‘eddy’ currents and raise the efficiency of the transformer. So, later on, if your tests are successful, you might like to replace the bolts with lengths of steel welding rods with the coating cleaned off and painted to insulate them from each other.
-
Remove the gasoline feed pipe from the carburettor and seal it off very carefully. Connect a similar pipe to it and connect that pipe to a water tank, positioned so that the bottom of the water tank is higher than the carburettor.
-
Connect the inverter to the battery, placing an insulated ON/OFF switch (not shown on the diagram) in the lead to the side of the battery which is not connected to the car body - this is normally the Plus side of the battery, but not always, so check it.
-
Turn the engine over to get rid of any gasoline in the carburettor.
-
Heat some water in a kettle to get it hot but not nearly boiling and pour it into the water tank.
You are now ready for your tests. The engine is not likely to fire before turning over four or five times. You will probably need a battery charger to keep topping up your test battery (the one already in the car) when you run it down through trying to get the motor to fire. It will take a lot of fiddling around to get it to work. It may be necessary to adjust the carburettor jets to allow more water vapour into the engine to get it to run. Who knows? Only Nathren has managed it so far.
OK, so it ain’t firing and looks as if it never will. It might be worth trying the following for each cylinder:
Take a few inches of PVC pipe of say, three inch diameter. Cut a couple of discs to fit the ends. Take a length of the wire used to connect the 110V inverter, double it over and wrap it around the cylinder like this:
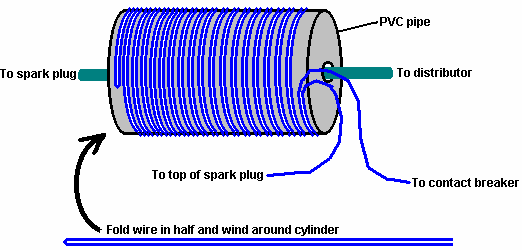
You can tape the wire in place on the cylinder. Now, run the spark plug wire through the cylinder to produce this arrangement:
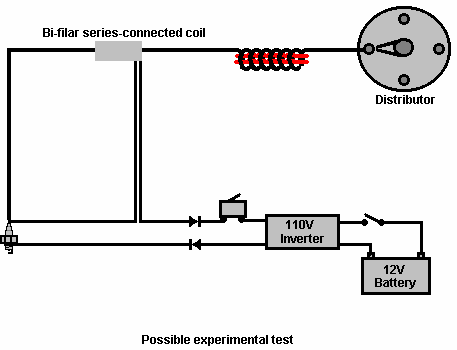
This may give you a better spark and get the engine running. The reason for this is that Ed Gray managed to pick up a major amount of extra energy from a copper cylinder arrangement somewhat like this. He got enough extra energy to run a 80 HP electrical engine on it, so you might well get enough extra energy to get your engine going, especially as it appears that the coil shown here is much more effective at picking up extra energy from the current pulse to the spark plug.
It is said that magnetic fields do not help the pick up of the extra energy, so the larger the diameter of the PVC tubing, the lower the magnetic field on the winding.
If you succeed in getting your engine to tick over on just water, then:
-
Replace the carburettor jets with ones two sizes larger.
-
Adjust the timing to get the smoothest running.
-
Feed the pipe from the exhaust manifold into a water tank with baffles as shown below.
-
Connect a second battery in parallel with the existing battery, or add a second alternator:
Mileage improving devices.
Cam Timing: A deceptively simple way of improving mpg performance has been discussed recently in the watercar forums, and that is the adjustment of the cam settings on American cars made since 1971. This sounds most unlikely, but it is a proven fact. For example, a 2004 Jeep Wrangler 2.4 litre received a 10 degree advancement on both cams, and that gave a 70% improvement on the mpg, much more engine power and an exhaust which runs much cooler.
Over the years, one man experienced a 50% to 100% improvement in mpg over a range of personally owned cars and trucks, and the emissions were improved by nearly 90%. It is not suggested that everybody should make a cam adjustment, just to be aware that an adjustment of that nature can have a dramatic effect.
Another example: “Advancing the cam timing will make the engine run cooler. I have been messing with cam timing for about 25 years. I had a 1985 Ford Ranger with a 2.8 litre engine - it was a dog. The same engine used in the 1970 Mercury Capri had lots of power. The Ranger was a dog because the cam timing was set almost 10 degrees retarded. I gave it an 8 degree advance and the Ford Ranger came to life and hauled ass. Also, after - market ratio-rocker arms help a lot on late model cars. I changed the cam timing on my 1998 Chevy truck by 10 degrees. With it’s 350 cubic inch engine and ratio rocker arms installed, it gained almost 90 horsepower and brought the power band lower giving more torque because the rocker makes the cam have higher lift and longer duration on the cam which makes it breath better.”
Comment from a man with 25 years experience in this field: “Cam timing is when the valves open and close in relation to the crank shaft and piston movement. The number 1 piston is set at true Top Dead Centre. At this point the degree wheel is set to the front of the engine against the front pulley at the zero degrees mark and you install a pointer mounted to the engine block pointing at the zero mark on the wheel. When the crank is turned to about the 108 to 112 degree mark, the intake valve is fully opened. That is where most engines are set nowadays. This what I call retarded cam timing. The engine seems to run well but doesn't really to seem to have much low and mid-range pulling power. When racing, you would retard a cam for high RPMs, they also could breath and had no restriction in the exhaust. The power may come in at, lets say, 3000 - 6500 RPM and advancing a cam for more torque and power, that same cam may produce power at 1000- 4000 RPM and after all, who drives over 4000 rpm on the road?”
Another comment: “Our jeep has twin overhead cams. Advancing them does not make them stay open longer, they just open and close sooner. My reason for advancing both cams was, if I only advance the intake cam, the intake would open earlier causing more overlap if the exhaust wasn't advanced. Normally the intake valve closes after Bottom Dead Centre. Just by looking at the pis ton, sometimes it's almost one quarter of the way up on the compressing stroke before the intake closes. By advancing the cams, the intake closes closer to BDC. This produces higher compression. Years ago, when I did this to some of the V8s, I would switch to adjustable rocker arms and a solid lifter cam. I was able to adjust the overlap by backing off on the rockers. On an engine with one cam, advancing the cam will adjust both the intake and the exhaust. Rule of thumb is: lets say most engines are retarded by 4 degrees or more, you really don't want to advance the cams more than 4 degrees advanced. I sometimes push this as far as 6 degrees advanced for improved mpg. That is a total difference of 10 degrees from 4 degrees retarded to 6 degrees advanced. This w orks well with low compression engines. I also don't see a need to go to a higher compression ratio. Think about it: if you had a compression ratio of 12 to 1 and the intake closes a quarter of the way up the compression stroke, how much is compression will there be, compared to a 8 to 1 compression ratio where the full stroke compresses the mixture? If you had a engine that made it easy to get to the cam or cams by just removing a dust cover, like on our Jeep 4-cylinder, I would say to install adjustable timing gears. Then you could just remove the cover and play with the cam timing until you came up with the best power and mileage
The FireStorm Spark Plug:
The “FireStorm” plug was developed by Robert Krupa and it is an innocuous looking spark plug which can be used to replace a standard spark plug in an ordinary production engine:

However, this plug is far from ordinary. The cen tral electrode has been changed from a cylindrical post to a hemispherical dome, surrounded by four arched electrodes, each of which being positioned at a constant distance from the hemisphere. This allows a much greater spark area and results in very much improved performance.
The fuel/air mixture can be made leaner without any harmful side effects. If this is done using standard plugs, then the engine will run at a much higher temperature which can damage the engine. But when using FireStorm plugs, a leaner fuel/air mix actually results in the engi ne running at a lower temperature. Robert has measured
this effect and found that under identical running conditions, the engine exhaust was 100 oF cooler when using
FireStorm plugs. A mixture ratio of 24:1 is used rather than the current 14.7:1 mix and polluting emissions are very much reduced by the use of this plug design. Mixtures of up to 40:1 can be used with this plug.
Robert has been awarded two patents for this plug design: US 5,936,332 on 10th August 1999 and US 6,060,822 on 9th May 2000. These show variations of the basic dual arch electrodes, two of which are shown here:

It is hoped that these plugs will go into production early in 2008. Robert gave Bosch of Germany a set of FireStorm plugs to test. After ten weeks of testing, their response was “This is unbelievable - we have never seen anything like this in all the time we have been building sparkplugs”. When standard spark plugs fire for a long time, the spark gap increases and the spark is weakened. Bosch ran an eight-week endurance test on the FireStorm plugs and found that there was zero gap growth. They concluded that FireStorm plugs would never wear out (which may well be why they are not yet in produ ction - after all, who wants to manufacture something which never wears out?).
Robert’s first FireStorm plug was made in 1996 and he has encountered strong opposition to their introduction and manufacture ever since. This plug will not be popular with the oil companies as less fuel is burnt. This is probably a fallacy because, human nature being what it is, people are likely to keep spending the same amount on fuel and just drive more. For the same reason, the plug will not be popular with governments who tax fuel. The companies who make spark plugs will not like it as it does not wear out like standard plugs do. It uses less fuel and cuts harmful emissions dramatically, so it will be popular with motorists and environmentalists, if Robert can get it into production.
Water Vapour Injector System: Fifty years ago car engines were not nearly as powerful as they are now. In those says it was quite common for a driver to remark that his car ran smoother and m ore powerfully on wet days. This was not imagination as water vapour drawn into the engine along with the air, turned to steam at the moment of ignition, and expanding provided additional thrust to the pistons while lowering the running temperature slightly.
This fact was utilised in World War II when units which were effective standard bubblers used with hydroxy boosters were added to the vehicles. Roger Maynard has built and used these units extensively since 1978, and my thanks goes to him for providing this information and illustrations.

The unit is attached to the air intake of the vehicle, be tween the air filter and the engine. A small diameter plastic pipe is lead from there to a glass or plastic container holding water. In the above picture Roger is using a glass Mason jar with a screw-on metal lid which has a seal. Sometimes called a preserving jar, these jars are very convenient.
The air feed into the jar is by a length of the same plastic piping and terminated with a standard air-stone or “soap -stone” as used in a home aquarium, as this causes a large number of separate bubbles. It is good practice to glue the plastic fittings to the lid of the jar, but this can make the jar too airtight and if that happens it may be necessary to remove the rubber seal which is around the neck of the jar.

A glass jar has the advantage of not being affected by the heat produced by the engine. This is a very simple unit and it uses ordinary water which is not exactly a hazardous substa nce. The effect of using it is far greater than would be imagined. On Roger’s 4-cylinder KIA car, the mpg rose from 320 miles per tankfull of fuel to 380 miles around town (18%) and 420 miles on the open road (31%) which is a very marked improvement. On his 6 - cylinder Tacoma shows an 8% increase around town and a 12% increase on the open road. The water is topped up every 1200 miles or so.
However, some engines are suited to the air-stone and some are not. Smaller engines may work much better if a
stainless steel screw is used instead of the air-stone:

Ram Implosion Wing: The next device may not be a “free-energy” device as such, but if not, it is very close to being such. It is a structure, which when mounted on top of a motor vehicle, improves the airflow to such an extent that the fuel consumption is said to be reduced by a major factor. The device was invented by Robert Patterson and is said to create a vortex which not only decreases wind resistance bu t may also create a forward propulsion force.
It is claimed that the effect created by one of these wings reduces the amount of dust stirred up when driving along a dirt road and if there is a paper bag sitting in the middle of the road, it is left unmoved when the vehicle passes over it at high speed. About a dozen people are testing this device at the present time. The biggest effect is at speeds of 60 mph or more. One researcher states that he installed the wing on the roof of his Lincoln Town car using a roof rack which allowed the wing to hang over the rear window by some six inches. He states that his fuel consumption has improved from 17 mpg to 56 mpg.
Positioning of the wing, texturing of the wing surface, and the speed of the vehicle appear to be important factors in gaining an improvement. There is a research group and the website is in the ‘websites’ file and is at : http://www.pureenergysystems.com/new s/2005/03/08/6900067_RamWingUpdate/
Fuelsavers: A similar system is on offer from the website http://www.fuelsavers.com .au/ where they offer small aluminium fins which mount on top of the trailing edge of the bodywork of a vehicle. The devices are reckoned to save some 10% to 12% on fuel consumption, they can be home-made, nine per vehicle is the recommended number. The device and mounting look like this:

High Mileage Carburettors. The very poor mpg figures produced by m ost US vehicles is a quite deliberate arrangement forced on drivers by the oil companies. In 1997, an engineer working at a US Ford company plant witnessed a 351 CID V8 started at about 4:30 pm. with a 1 litre bottle of fuel as an exactly measured amount. The next morning when he went to the factory floor, that engine was still running and had only consumed about one third of the one litre bottle. On asking about the fuel consumption, he was shown a display that read, "248.92 mpg". He was shocked and said, "Th is must be a mistake" but the engineer said that it was true. He then asked when they would have it ready to be put in a new Ford, he was told that he would not see it in his lifetime. This is company policy and has nothing to do with engineering which is easily capable of this level of performance. That 249 miles per US gallon is 298 miles per European gallon since the European gallon is 20% bigger than the US gallon.
There have been more than 200 patents granted for high-mpg carburettors. These designs all give between 100 and 250 mpg on a US gallon of fuel. Not a single one of these designs has made it to the marketplace due to the fanatical opposition of the oil companies. Last year, the Shell oil company posted typical earnings for the year, which showed that that one (average) oil company made US $3,000,000 profit per hour for every hour of every day of the entire year. Did you enjoy contributing to that profit every time you bought fuel to burn?
Nearly all of these high -mpg carburettor designs convert the fuel to vapour form before it enters the engine. There is no magic about this performance, just good engineering practice. It will probably come as a great surprise to you that the oil companies now put additives into the gasoline sold in the USA. They have 103 varieties of additives and they will explain that these are used to reduce evapo ration in summer (as if they care about that !) and combat freezing in the winter. An “unfortunate” side effect of these additives is that they clog up any carburettor which converts the fuel to vapour form . Instead of 200 mpg, it is now quite common for US vehicles to have a 15 mpg performance and that effectively increases the cost per mile by more than ten times.
I am confident that it would be possible to design a hi gh -mpg carburettor which deals with the additive sludge left over when the fuel is converted to vapour. In passing, the present situation gives added encouragement to stop burning oil-based products and switch to electric, compressed air, or water-powered vehicles. That is a perfectly viable option technically, but it would create frantic opposition from the oil companies and most governments which raise massive revenues from taxing oil products. The energy problem is not technical, it is financial and political.
I am not including details of any of these high-mpg carburettors in this chapter as they will be ineffective nowadays, bu t you will find nine of these hig h-mpg carburettor patents in the Appendix.
Vortex Fuel Reforming . This is a technology which has been around for more than a hundred years. The objective is to increase mpg not just by the vaporisation of the fuel but also by "cracking" the water / fuel mixture into smaller molecules before being fed into the engine. This is more advanced than the fuel ‘conversion -to- vapour’ technique of the high-mpg carburettors. To get a b etter understanding of this, you can try a Google search for "fuel reformer" or "steam reforming" which will provide additional information which may help you to understand the basic principles.
The fuel-reforming method can be highly effective and its effectiveness has been proven beyond all doubt with designs from MIT, Philips Petroleum, Nissan Motors, NASA, universities and other very serious contributors. Some years ago MIT spent millions proving that on board fuel reformers would give us all better fuel economy and cleaner air. They did long -term testing on buses and cars to provide proof. They teamed up with the very large auto-parts supplier Arvin Meritor to put them in production vehicles. Then "One Equity Partners" bought out Arvin Meritor's division that did all the final work to get fuel reformers in all our vehicles. They created a new company, EMCON Technologies, and that company dropped the fuel reformer from their product line, not because it did not work but because it did work.
There are various techniques for achieving this process. One which is easy to understand is shown here:
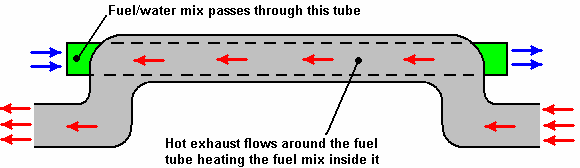
Here, the standard exhaust pipe is given a kink to move it clear of its normal run in order to allow an extra straight pipe of smaller diameter to be positioned inside it so that the hot exhaust gases are used to heat the incoming fuel flow. This is a useful energy gain as it uses some of the waste heat, raising the overall efficiency of the engine very considerably.
This extra fuel-flow pipe has a solid magnetised ferromagnetic metal rod mounted inside it, blocking off most of the pipe area. This change in available flow area causes the fuel flow inside the pipe to speed up, and as well as that, it causes the flow to s piral around the rod in a vortex flow:

However, the magnetism of the solid rod, causes a most unusual effect and instead of the helical gas flow being as shown above, a highly uneven flow pattern is created. This causes the fuel flow to bunch up in the centre of the tube, generating a hot spot which creates quite unexpected results:
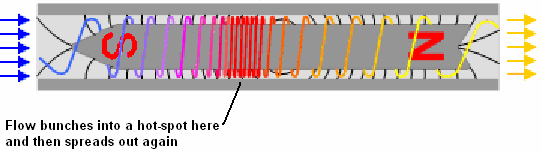
The really incredible result of this peculiar effect is that the fuel mix exiting from the tube, contains chemical components which did not en ter the tube - impossible according to present day physics. This goes to demonstrate once again, that we really don’t yet understand the world in which we live.
The fuel mix for use in this system is best provided by two tiny carburettors, one feeding a fine mist of water droplets and the other a fine mist of fuel droplets. These are fed directly into the intake of the fuel reformatter tube. These carburettors are of the miniature type used for radio control model aircraft and their venturi intakes are blanked off with a plate with a small hole in it. Air is not fed into the reforming tube – after all, this is a fuel reforming system. The air is mixed in with the reformatted fuel after it exits from the reformatter, as show n below. Some of the hot exhaust gas is fed into both of the carburettors in order to help prepare the mixture for the reformatting process. The blanking plates on the carburettors are there in order to reduce the amount of the exhaust gas being drawn in with the fuel:

The use of carburettors is important since using a bubbler as suggested in the free plans on the internet, creates problems as the lighter fractions of the fuel get taken first which is exactly what we don’t want to happen. The carburettors have the massive advantage that they feed all fractions of the fuel together and so the remaining fuel is always in the correct proportions.
The ratio of water to fuel (typically gasoline or diesel) can be adjusted over a very wide range, with some people using 90% water. Actually, there have been claims of running on 100% water, using multiple reactors in parallel with energy being drawn either from transmutation of elements or perhaps spin interactions with the local environment. Jean Chambrin's patent give details of running only on water.
There are several forums where members are researching and using various designs of fuel reformers, with the GEET designs being popular. The http://tech.groups.yahoo.com/group/VortexHeatExchanger/ forum is one such research forum and one of the files there lists 214 different patents for these devices. There are several different types of reformer. Another forum is http://tech.groups.yahoo.com/group/geet-pantone/.
Almost any hydrocarbon fuel can be used - vegetable oil, old motor oil, etc. the normal fuels are the most popular. A forum member named ‘bryishere’ says in a YouTube video comment: "Everyone should really try this. IT WORKS. I have spent a lot of time on this device. It's very simple. Just follow the plans and experiment as much as you can. Currently I am using 90% water and 10% crude oil/waste oil on a 1-ton, 1969 Chevy truck Get
out in your shop !!!!!"
Video information on reforming can be found at http://www.youtube.com/watch?v=qMNCebzgCgg and these devices are often used on stationary generators. These devices have been popular in France for some years now. Jean Chambrin found that the gases needed to swirl inside his reactor in the same direction that the crank was turning.
There is a massive 175 Mb file called ‘FuelReformerTechnology.zip’ which you can search for and download from the internet if you are very enthusiastic. That file contains the contents of more than 220 patents and applications. These patents are also listed in the ‘Files’ section of the Yahoo VortexHeatExchanger forum mentioned above.
Water as a Fuel. The phrase “water as a fuel” is often heard nowadays. I am now going to make m yself highly unpopular with you by stating that water is not a fuel, never was and never will be. Certainly, if water is broken down into hydrogen and oxygen, those components are most definitely a fuel, but water itself, as a liquid, is not a fuel. This distinction may not seem important to you, but it is very important if you are to understand the nature of free-energy and how to obtain it.
As an illustration, let us consider a steam engine. The pistons in a steam engine are driven by steam pressure, so water powers a steam engine – right? Wrong. True, the pistons are driven by steam pressure but if water powered a steam engine, then you could operate it without burning wood or coal or some other fuel. This distinction is very important and you need to understand this fully.
The design of a steam engine is such that water is an essential component in the process. Without water, there will be no steam, and without steam, there will be no pressure to drive the pisto ns and do the useful work for which the engine was built. But, and it is a big ‘but’, the energy which drives the engine comes from burning a fuel, generally coal. The arrangement is like this:
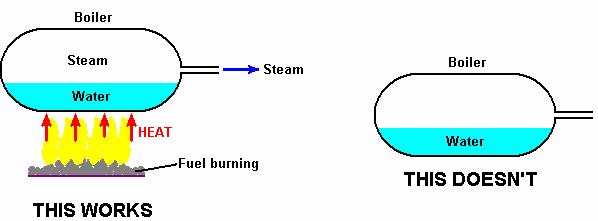
The power which drives the engine comes from burning the fuel. It does not come from the water, and in fact, if the engine were a Stirling engine, it would work perfectly well without any water being used at all. So, just to make sure this is clear, the power which drives a steam engine comes from burning a fossil fuel and the energy produced by that fuel burning could be used in various other ways which do not involve water at all.
The same thing applies to the two ways which water is used with internal combustion engines. With electrolysis:
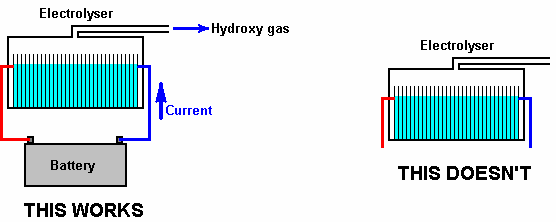
The power contained in the hydroxy gas is being put there by the electrical current flowing from the battery – no current – no hydroxy gas. The hydroxy gas is being used as a storage device for the electrical power coming from the battery. As an internal combustion engine has an efficiency of less than 50% typically (and usually far, far less than that) it would be more efficient to use that electrical power to drive an electric motor which is more than 90% efficient. So, why do we use hydroxy gas? Because it improves the fuel burn inside the internal combustion engine which we already own. But here again, please understand that the water which is an essential component in this operation, does not contribute power as a fuel, but merely uses its changed state (from water to gas) to store the electrical energy from the battery ve ry briefly before being converted back into water again. Water is not a fuel.
Even in the case where a spray of very fine water droplets is injected into a cylinder of an engine and that spray is hit with a very powerful plasma electrical discharge, converting the droplets into flash-steam, driving the piston down for its power stroke, the power is not coming from the water, it is coming from the powerful plasma discharge. It is identical to the standard steam engine, as the power which creates the steam which drives the pistons comes from the (electrical) fuel and not from the water.
So, sorry about that, but w ater is not a fuel, (except perhaps insofar as any physical substance can be a fuel if you can convert its matter directly into energy as E = m C 2 as that holds for any form of matter, including water).
This raises an interesting question. If vehicles can be “run on water” but water is not a fuel, then, where is the power coming from? That is a good question and understanding the answer is very important. There are various systems which achieve this. For example, Bob Boyce’s system produces enough hydroxy gas to power an internal combustion engine. In Bob’s case, his Toroidal Power Unit comprised of a precision-wound toroidal transformer with an iron-powder matrix core, driven by Bob’s triple-oscillator circuitry, creates an interface to environmental energy. That energy flows into the system and because it is blocked from short-circuiting by three
strategically placed chokes, it flows through the electrolyser, splitting the water as it passes by. Bob’s system can give 1,200% the gas output which Faraday determined was the output of maximum efficiency. Personally, I think that it is not possible to exceed the rate determined by Faraday and that all of the electrical energy supplied to Bob’s TPU system goes to power the interface and none is used in electrolysis, but instead, some twelve times that amount of energy is drawn in from the environment and it performs electrolysis at exactly the rate determined by Faraday.
Take the case of Stan Meyer’s very badly n amed “Water Fuel Cell” which tends to give people the misleading impression that water is a fuel (which it is not). Stan probably meant that it was a cell which was used to convert water into a fuel form through the application of additional energy. Dave Lawton has shown the circuit which he uses for his replication of this device, and you will notice that he produces 1,200 volts electrical spikes which interface with the environment, causing additional energy to flow into his cell. You will notice the two chokes he uses to prevent the environmental energy from being short-circuited through the rest of the circuit. The environmental energy splits the water at some 900% of Faraday’s maximum efficiency, but again, this is environmental energy which has the cell stone cold during electrolysis, quite unlike the temperature rise of conventional electrolysis with ordinary electricity. Again, I suggest that Faraday’s work remains fully accurate, and that some nine times the energy is being drawn in from the local environment, and it is that energy which is splitting the water.
It takes considerable energy to power a vehicle at reasonable speeds and 65 kilowatts is often mentioned as a typical requirement. If a vehicle is being powered without the use of a fossil fuel (Papp engine, Britt engine, Rogers engine, Clem engine, Williams engine, or whatever) then substantial amounts of power are being drawn from somewhere to provide that driving energy. There is no magic about it, although because our understanding of the environment is so very limited, much of it may seem like magic, just like TV would have seemed like magic three hundred years ago, even though it is just routine Engineering.
The Weird Nature of Water. This chapter has been dealing with sys tems for enhancing vehicle operation with the use of water, so it seems appropriate to finish it with a brief note on water itself. To a casual glance, it
appears that we know all about water. It’s composition is H 2O and when it breaks down, we get two hydrogen atoms and one oxygen atom - right? Well maybe, and maybe not.
The longer you spend looking at systems which use water, the more you get to realise that water is by no means as simple as you might initially think. There is a much maligned branch of alternative medicine called “Homeopathy” which is based on giving patients very dilute water -based solutions various chemicals. Sceptical investigators have run professional-quality tests intended to show that homeopathy is fraudulent and has no medical benefits whatsoever. Unfortunately, the tests did not work out the way that the investigators wanted. The tests showed that there actually was some benefit from the treatments being examined, and unfortunately, because a placebo control group was being used, the placebo effect was definitely not the cause of the effects recorded during the trials.
Determined not to just accept the results which went against their expectations, the testers started testing ever more dilute samples on the patients. They eventually got down to the level where there no longer remained a single atom of the chemical in the liquid being fed to the patients, but to their consternation, the medical effect remained. They tried water which had never had the chemical in it, and there was no medical effect. They returned to the apparently “pure” and definitely chemical-free water and the medical effect was seen again, in spite of the fact that there was not even one atom of the chemical remaining in the water.
This showed clearly that the water was different after having had the chemical in it, even when no chemical remained. They were forced into the opinion that water has “memory”. That, of course, is a conclusion based on the facts which are hard to explain. You may wish to deduce something else from those facts, and that is entirely up to you - just be aware of the facts.
Very interesting studies carried out by Mr Masaru Emoto http://www.emotoproject.org/english/home.html have shown that the thoughts of ordinary members of the public can alter the structure of water without there being any actual physical contact with the water. If the water receives positive thoughts and is then frozen, the resulting crystal structure will be like this:

While on the other hand, if negative thoughts are aimed at the water, whether just by looking at it and thinking, or by writing those thoughts down on paper, the resulting crystal shape is quite different when the water is frozen, as shown here:

It is not all that startling if you consider that the quantum mechanics researchers have been saying for a long time that experiments can be affected by the observer. People who build Joe Cells which operate through environmental energy focused by speci ally treated and structured pure water, record the fact that certain people can affect a Joe Cell in a negative way from a distance of fifty yards (or metres) away.
Personally, I am quite sure that we do not understand the fundamental nature of our environment and that we have very little idea of how we as individuals impact on our surroundings.
There is an extremely honest and reputable researcher called George Wiseman who operates through his company Eagle-Research (http://www.eagle-research.com/). George is very experienced in producing “Brown’s Gas” and he publishes excellent instruction books on the subject. The really interesting thing is that Brown’s Gas is produced from water and that gas has the most remarkable properties which are not readily explained by our present day “conventional” science. When Brown’s Gas is used as the gas to power a cutting torch (like an oxy- acetylene torch) the resulting flame is nearly colourless and can be waved across a bare hand without any ill effects - the hand is not burnt. But when applied to a fire brick which is intended to resist high temperatures, it burns a neat hole through it. It will vaporise a tungsten rod which normally takes 6,000OC to do that, which indicates that the flame temperature depends on what it touches (!).
It can also weld aluminium to aluminium without the need for an inert gas. It will weld aluminium to brass and it can weld a steel rod to an ordinary building brick. It can fuse glass to a building brick. This is not “normal” for a chemical combustion reaction, showing that Brown’s Gas is not a “normal” chemical substance. As Brown’s Gas comes from water, does that perhaps suggest that water is not a “normal” chemical substance? I will leave you to make up your own mind about that.
Files
What's Your Reaction?